- INDUSTRIER
-
UTRUSTNING
- Luftkranar
- Eot Tranor
- Gantry kranar
- Fockkranar
- FEM standardkran & lyftanordning
- Lyft- och vinschvagn
- Lätta kranar
- Explosionssäkra kranar och hissar
-
Specialkranar
-

35-65t Klämtakran
-

Båthissar
-

Båtfockkran
-

Yacht Davit Crane
-

Rälsmonterad containerportalkran
-

Luftkranar för renrum
-

YZ skänkhanteringskranar
-

LDY metallurgisk enkelbalkskran
-

Laddkranar för stålproduktion
-

Isolerade traverskranar
-

Gantry Crane för tunnelbana och tunnelbana
-

Smideskran
-

Släckande traverskran
-

Bakning multifunktionskran
-
- Hamnkranar
- Elektriska överföringsvagnar
-
KRANDELAR
- Kranhjulssortiment
- Kranspridare
- Krandrifter
-
Kran elektrisk utrustning
-

Överbelastningsbegränsare
-

Kranhytt
-

Kranströmförsörjningssystem
-

Explosionssäkra radiofjärrkontroller för kran
-

Joystick Typ Kran Radio Fjärrkontroller
-

Tryckknappstyp Kran Trådlösa fjärrkontroller
-

Enpoliga isolerade ledarskenor
-

Slutna ledarskenor
-

Sömlösa ledarskenor
-

Copperhead Conductor Rails
-

Trafikkablar
-
- Andra krandelar
\
- OM OSS
- KONTAKTA OSS































































































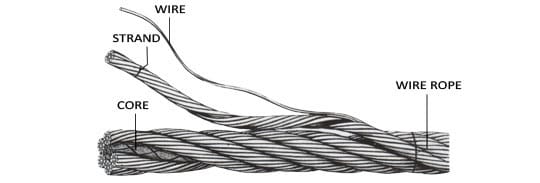
Skötsel och underhåll av stållinor: i hela 6 steg
Kranvajrar betraktas som en förbrukningsbar komponent och vi måste ta hand om dem ordentligt för att säkerställa deras livslängd och hållbarhet. Deras säkra och långvariga användning beror på det underhåll de får.
Innehållet i denna artikel innehåller 6 huvuddelar: Lastning och lossning, lagring, förinstallation, installation, idrifttagning, underhåll och byte av stållinor.
1. Underhåll av stållina vid lossning och lagring
- För att undvika olyckor och/eller skador på repet bör det lossas med försiktighet.
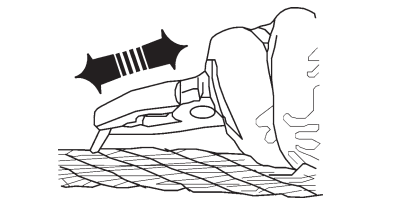
- Rullar eller linslingor får inte tappas, de får inte heller träffas av en metallkrok eller gaffel på en gaffeltruck eller någon annan yttre kraft som kan skada eller deformera repet.
- Rep ska förvaras i en sval, torr byggnad och får inte komma i kontakt med golvet. De bör inte förvaras där de sannolikt kommer att påverkas av kemikalier, kemiska ångor, ånga eller andra frätande ämnen.
- Om utomhusförvaring inte kan undvikas bör rep täckas över så att fukt inte kan framkalla korrosion.
- Linor i lager ska kontrolleras regelbundet för tecken på försämring såsom ytkorrosion och, om det bedöms nödvändigt av en kompetent person, klädd med ett lämpligt konserveringsmedel eller smörjmedel som är kompatibelt med smörjmedlet för reptillverkning.
- I varma miljöer bör rullen periodiskt roteras ett halvt varv för att förhindra att smörjmedel dräneras från repet.
2. Underhåll av stållinan före installation
- Innan repet monteras, och helst vid mottagandet, bör repet och dess certifikat kontrolleras för att säkerställa att repet är i enlighet med det beställda.
- Den minsta brottkraften för linan som ska installeras får inte vara lägre än den som anges av krantillverkaren.
- Diametern på det nya repet ska mätas i en rak sektion med linan utan spänning och värdet (dm) registreras.
- Om en stållina har förvarats under en tid under vilken korrosion kan ha uppstått kan det vara fördelaktigt att utföra visuell inspektion och en MRT.
- Kontrollera skicket på alla remskivor och trumspår för att säkerställa att de kan acceptera storleken på det nya repet, inte innehåller några ojämnheter, såsom korrugeringar, och har tillräcklig tjocklek kvar för att säkert stödja repet.
- Skivans spårdiameter bör vara mellan 5 % och 10 % större än den nominella lindiametern. För optimal prestanda bör spårdiametern vara minst 1 % större än den faktiska diametern på det nya repet.
3. Installation av stållinor
- Vid upprullning och/eller installation av stållina på kranen ska alla försiktighetsåtgärder vidtas vid installationsproceduren för stållinor för att undvika att vrida in i eller ut ur linan. Att tillåta detta kan resultera i att det bildas öglor, veck eller böjar i repet, vilket gör det olämpligt för användning.
- För att förhindra att någon av dessa utvecklas bör repet skjutas ut i en rak linje med en minsta slack tillåts uppstå.
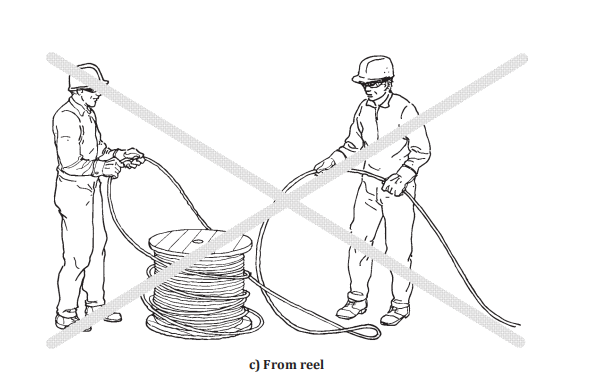
- Rep som levereras i en spole ska placeras på en skivspelare och betalas ut rakt; men där den lindade längden är kort kan den yttre repänden göras fri och resten av repet rullas längs marken.
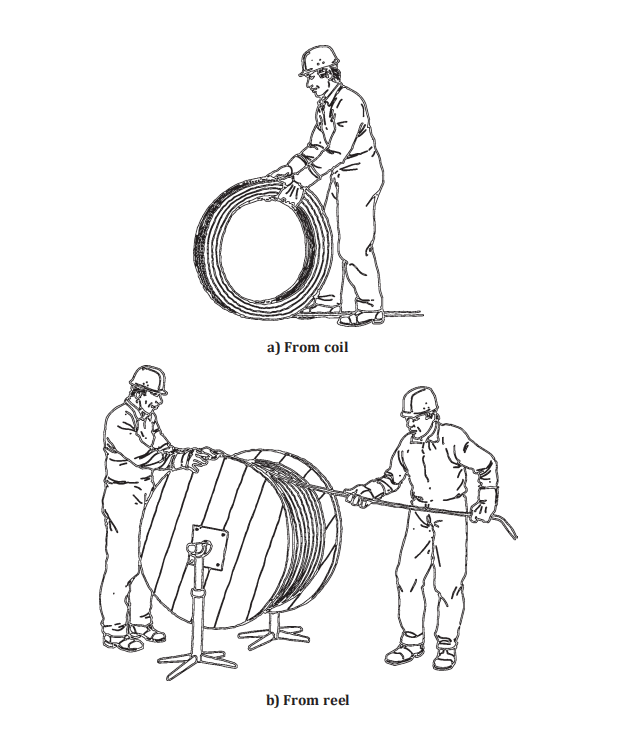
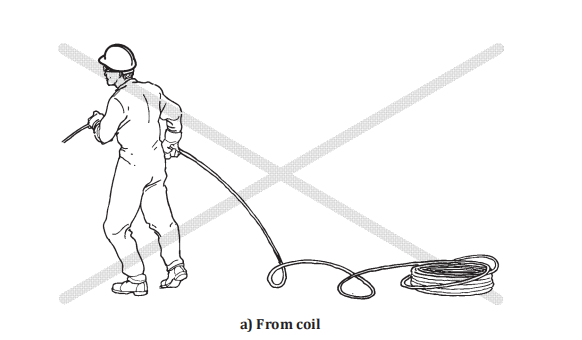
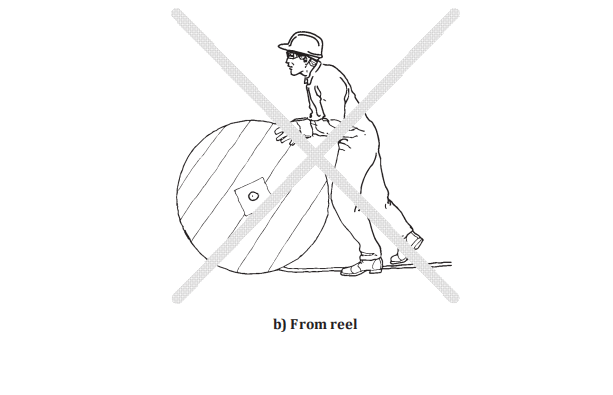
- Ett rep ska aldrig betalas ut genom att kasta av linor när spolen eller rullen ligger platt på marken eller genom att rullen rullar längs marken.
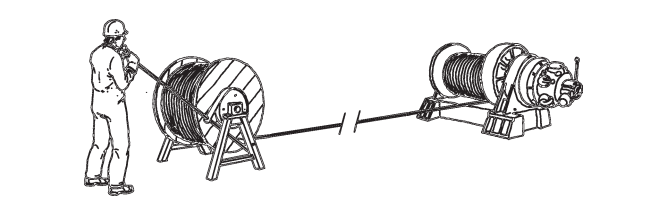
- För de längder av rep som levereras på en rulle, placera matningsrullen och dess stödjande stativ eller vagga så långt bort från kranen eller hissen som möjligt för att begränsa eventuella flottans vinkeleffekter till ett absolut minimum och därmed undvika oönskade rotationseffekter .
- Skydda repet från eventuellt inträngande av grus eller andra föroreningar genom att köra det på lämplig matta (t.ex. använt transportband), istället för att låta det löpa direkt på marken.
- Var medveten om att en roterande linrulle kan ha en hög tröghet, i vilket fall måste den kontrolleras för att långsamt kunna betala ut repet. För mindre rullar uppnås detta vanligtvis genom att använda en enda broms. Större rullar har betydande tröghet när de väl börjar rotera och kan behöva bromsas rejält.
- Så långt det är praktiskt möjligt, se till att repet alltid böjs i samma riktning under installationen, dvs. skjut ut repet från toppen av tillförselrullen till toppen av trumman på kranen eller hissen (kallad "top-to -top”), eller från undersidan av tillförselrullen till undersidan av trumman på kranen eller hissen (kallas ”bottom-to-bottom”). För ett exempel på "bottom-to-bottom".
- För de rep som utsätts för flerskiktsrullning, applicera en bakspänning på repet under installationen motsvarande cirka 2,5 % till 5 % av linans minsta brottkraft. Detta hjälper till att säkerställa att repet på det undre lagret är hårt lindat, vilket bildar en stadig bas för efterföljande lager.
- Följ krantillverkarens instruktioner för att fästa ändarna av repet vid trumman och utombordarens förankringar.
- Skydda repet från att skava mot någon del av kranen eller hissen under installationen.
4.Köra in den nya stållinan
- Innan du tar repet i full drift på kranen, se till att alla lyftbegränsnings- och indikeringsanordningar som är kopplade till kranens drift fungerar korrekt.
- För att tillåta repets komponenter att bättre anpassa sig till de normala driftsförhållandena, bör kranen köras med reducerad hastighet och belastning [dvs. ner till 10 % av arbetsbelastningsgränsen (WLL)] under ett antal arbetscykler.
5. Underhåll av stållinor
- Skötsel och underhåll av stållinor ska utföras i förhållande till typen av kran, dess användningsfrekvens, miljöförhållandena och typen av lina.
- Under linans livslängd, och innan det visar några tecken på torrhet eller korrosion – särskilt över de längder som går genom remskivor och går in och ut ur trumman och de sektioner som sammanfaller med en kompenserande remskiva – ska repet kläs från tid till annan. till tid, enligt beslut av en kompetent person. I vissa fall kan det vara nödvändigt att rengöra repet innan förbandet appliceras för att det ska bli effektivt.
- Repförbandet ska vara kompatibelt med det ursprungliga smörjmedlet som applicerats av reptillverkaren och ska ha penetrerande egenskaper. Om typen av repförband inte är identifierad i kranmanualen ska användaren söka vägledning från leverantören av repet eller stållinans tillverkare.
- En kortare livslängd för repet kommer sannolikt att bli resultatet av bristande underhåll, särskilt om kranen eller lyftanordningen används i en korrosiv miljö eller, av någon anledning, ingen repförband kan appliceras. I sådana fall ska tiden mellan inspektionerna minskas i motsvarande mån.
- För att undvika lokal försämring, som annars kan komma från en trasig tråd skjuter ut för mycket från repet och ligger över andra när den delen färdas genom en remskiva, kan den tas bort genom att greppa de utskjutande ändarna och böja vajern bakåt och framåt, tills den så småningom går sönder (alltid i dalläget mellan trådarna) . När en trasig vajer avlägsnas från repet som en del av en underhållsövning, ska dess plats registreras för repinspektörens information. Om sådan åtgärd vidtas ska detta räknas som en trasig vajer och beaktas vid bedömning av linans skick i förhållande till kasseringskriterierna för trasiga vajer.
- När trasiga ledningar är uppenbara nära eller vid avslutningen, men repet är opåverkat någon annanstans längs sin längd, kan repet förkortas och anslutningsbeslaget sättas tillbaka. Innan detta görs ska den återstående längden av stållinan kontrolleras för att säkerställa att det erforderliga minsta antalet lindningar kvarstår på trumman med kranen vid dess yttersta arbetsgräns.
6. Byte av vajer
- Såvida inte ett alternativt rep har godkänts av krantillverkaren, reptillverkaren eller annan kompetent person, endast ett rep av korrekt längd, diameter, konstruktion, typ och riktning av läggning och styrka (dvs. minsta brottkraft), enligt vad som anges av kranen tillverkaren, ska installeras på kranen. Ett register över repbytet ska registreras.
- I fallet med större, rotationsbeständiga rep, kan det vara nödvändigt att använda ytterligare sätt att fästa repändarna, t.ex. genom användning av stålband eller portioner, särskilt när prover förbereds för testning.
- Om den linlängd som krävs för användning ska kapas från en längre längd, såsom en bulktillverkad linrulle, ska portioner appliceras på båda sidor av den avsedda skärpunkten för att förhindra att repet lossnar (dvs. snittet har gjorts.
- Följande figur visar ett exempel på hur ett enskiktsrep ska serveras före kapning.
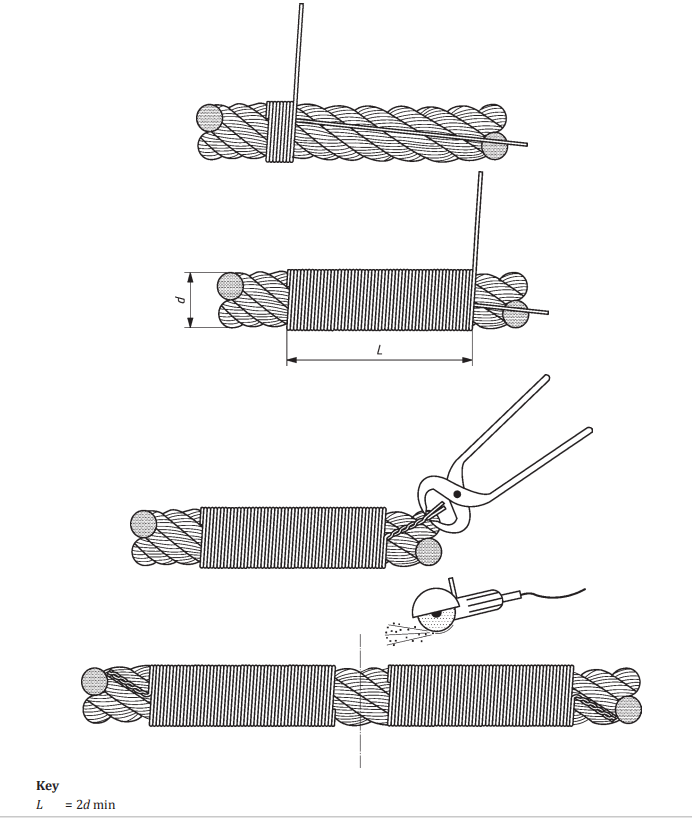
För rotationsbeständiga och parallellt slutna rep kan flerlängdsserveringar vara nödvändiga. En alternativ metod för större, rotationsbeständiga linor visas i följande figur. Rep som endast är lätt förformade är mer benägna att lossna/rivas upp efter kapning, om otillräckliga eller otillräckliga portioner appliceras.
OBS: Servering kallas ibland för "beslag"
- Såvida inte en alternativ repavslutning har godkänts av krantillverkaren, reptillverkaren eller annan behörig person, ska endast en av en typ, som specificeras av krantillverkaren i bruksanvisningen, användas för att fästa ett rep på en trumma, krokblock eller ankarpunkt på maskinkonstruktionen.
- Det är fördelaktigt att ta ett basspår för MRT:n genom att testa repet före installation eller så snart det är praktiskt möjligt efter installationen.

Innehållet i artikeln är hämtat från ISO4309-2017. Den granskades och bekräftades senast 2023. Därför är den här versionen aktuell. Kina kommer att anta standarden i december 2023.
DGCRANE är specialiserat på att exportera kranar utomlands, vi har utmärkta kranexperter och ingenjörer för att eskortera våra kunder i utformningen av deras produkter, val av material och efterföljande användning, underhåll och reparation. Om du har några frågor eller behov om kranar och deras tillbehör är du välkommen att kontakta mig.
E-post: zora@dgcrane.com
WhatsApp: +86 158 3611 5029
För mer information vänligen ladda ner ISO4309-2017
Referens:Kranunderhåll: Inspektion av vajer

Zora Zhao
Expert på traverskran/portalkran/fockkran/krandelarlösningar
Med 10+ års erfarenhet inom kranens utomeuropeiska exportindustri, hjälpte 10 000+ kunder med deras frågor och funderingar före försäljning, om du har några relaterade behov, var god kontakta mig!