- INDUSTRIER
-
UTRUSTNING
- Luftkranar
- Eot Tranor
- Gantry kranar
- Fockkranar
- FEM standardkran & lyftanordning
- Lyft- och vinschvagn
- Lätta kranar
- Explosionssäkra kranar och hissar
-
Specialkranar
-

35-65t Klämtakran
-

Båthissar
-

Båtfockkran
-

Yacht Davit Crane
-

Rälsmonterad containerportalkran
-

Luftkranar för renrum
-

YZ skänkhanteringskranar
-

LDY metallurgisk enkelbalkskran
-

Laddkranar för stålproduktion
-

Isolerade traverskranar
-

Gantry Crane för tunnelbana och tunnelbana
-

Smideskran
-

Släckande traverskran
-

Bakning multifunktionskran
-
- Hamnkranar
- Elektriska överföringsvagnar
-
KRANDELAR
- Kranhjulssortiment
- Kranspridare
- Krandrifter
-
Kran elektrisk utrustning
-

Överbelastningsbegränsare
-

Kranhytt
-

Kranströmförsörjningssystem
-

Explosionssäkra radiofjärrkontroller för kran
-

Joystick Typ Kran Radio Fjärrkontroller
-

Tryckknappstyp Kran Trådlösa fjärrkontroller
-

Enpoliga isolerade ledarskenor
-

Slutna ledarskenor
-

Sömlösa ledarskenor
-

Copperhead Conductor Rails
-

Trafikkablar
-
- Andra krandelar
\
- OM OSS
- KONTAKTA OSS































































































Inspektion och kasseringskriterier för stållinor
Kranvajrar utsätts för betydande belastningar under drift och får därför avsevärda mekaniska skador under hela sin livslängd. Dessutom har studier visat att de främsta orsakerna till vajerbrott är överdriven försämring och korrosion, bristande underhåll och inspektion samt felaktig användning som leder till för tidig inkurans, minskad säkerhet och ökade ersättningskostnader.
Därför bör stållinor inspekteras och underhållas av lämplig personal för att säkerställa att de är i ett säkert skick för användning. Korrekt inspektion kan säkerställa hög prestanda, lång livslängd, säkerhet för personal och utrustning och minska driftskostnaderna.
1. Dagliga inspektioner (visuella)
- Åtminstone den avsedda arbetssektionen av repet för den aktuella dagen ska observeras i syfte att upptäcka all allmän försämring eller mekanisk skada. Detta ska inkludera fästpunkterna för repet till kranen.
- Repet ska också kontrolleras för att säkerställa att det sitter korrekt på trumman och över skivan/skivorna och inte har förskjutits från sitt normala arbetsläge.
- Varje märkbar förändring i tillståndet ska rapporteras och repet undersökas av en behörig person i enlighet med periodiska inspektioner.
- Om riggningsarrangemanget vid något tillfälle ändras, t.ex. när kranen har flyttats till en ny plats och riggats om, ska repet genomgå en visuell inspektion enligt beskrivningen i denna paragraf.
- Föraren/föraren av kranen kan utses att utföra dagliga inspektioner i den mån föraren/föraren är tillräckligt utbildad och anses kompetent att utföra denna åtgärd.
2. Periodiska inspektioner
2.1 Allmänt
- Periodiska inspektioner ska utföras av en behörig person.
- Informationen från en periodisk besiktning ska användas för att avgöra om ett kranlina säkert kan förbli i drift och senast vid vilken tidpunkt den ska genomgå sin nästa periodiska inspektion, eller måste dras tillbaka omedelbart eller inom en angiven tidsram.
- Genom en lämplig bedömningsmetod, t.ex. genom visuella medel och/eller mätning, eller med en MRT, ska försämringens svårighetsgrad bedömas och uttryckas antingen i procent (t.ex. 20 %, 40 %, 60 %, 80 % eller 100 %) av de särskilda individuella kasseringskriterierna eller i ord (t.ex. "Lätt", "Medium", "Hög", "Mycket hög" eller "Kassera").
- Alla skador som kan ha uppstått på repet innan det körs in och tas i bruk ska bedömas av en kompetent person och observationer ska registreras.
- En lista över typer av inspektionsskador på vajer och om var och en lätt kan kvantifieras eller måste bedömas subjektivt av den behöriga personen finns i följande tabell.
| Försämringssätt | Bedömningsmetod |
| Antal synliga trasiga ledningar (inklusive de som är slumpmässigt fördelade, lokaliserade grupperingar, daltrådsbrott och de som finns vid eller i närheten av avslutningen) | Genom att räkna |
| Förlust av metallyta orsakad av trasiga ledningar | Visual, MRT |
| Minskad repdiameter (som orsakas av yttre slitage/nötning, internt slitage och kärnförsämring) | Genom mätning |
| Förlust av metallyta orsakad av annan mekanism än trasiga ledningar, t.ex. korrosion, slitage, etc. | Visual, MRT |
| Fraktur av sträng(ar) | Visuell |
| Korrosion (extern, intern och slitage) | Visual, MRT |
| Deformation | Visuellt och genom mätning (endast våg) |
| Mekanisk skada | Visuell |
| Värmeskador (inklusive elektriska ljusbågar) | Visuell |
2.2 Frekvens av periodiska inspektioner
- Frekvensen av de periodiska inspektionerna ska bestämmas av den behöriga personen, som ska ta hänsyn till åtminstone följande:
a) de lagstadgade kraven för tillämpningen i användningslandet;
b) Typen av kran och de miljöförhållanden under vilka den arbetar.
c) Klassificeringsgruppen för mekanismen;
d) Resultaten av tidigare inspektion(er).
e) Erfarenhet från inspektion av linor på jämförbara kranar.
f) hur lång tid repet har varit i bruk;
g) användningsfrekvensen;
h) krantillverkarens rekommendationer.
ANMÄRKNING 1: Den behöriga personen kan tycka att det är klokt att initiera eller rekommendera mer frekventa periodiska inspektioner än vad som krävs enligt lagstiftningen. Detta beslut kan påverkas av typen och frekvensen av driften. Beroende på repets skick vid något tillfälle och/eller om det finns någon förändring i omständigheterna, såsom en incident eller förändringar i driftsförhållandena, kan den behöriga personen anse det nödvändigt att minska eller rekommendera en minskning av intervallet mellan återkommande inspektioner.
NO
2.3 Omfattningen av regelbundna inspektioner av stållinor
Varje rep ska inspekteras längs hela sin längd.
Vid lång längd får dock endast arbetslängden plus minst fem omslag på trumman inspekteras efter behörig persons bedömning. I ett sådant fall, och där en större arbetslängd senare förutses efter den föregående inspektionen och före nästa, bör den ytterligare längden också inspekteras innan den extra längden av repet används.
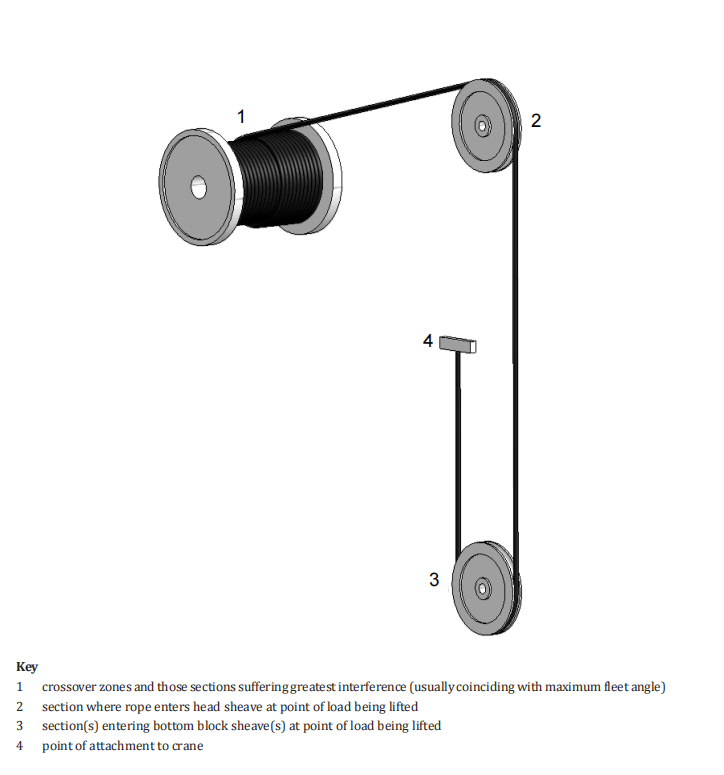
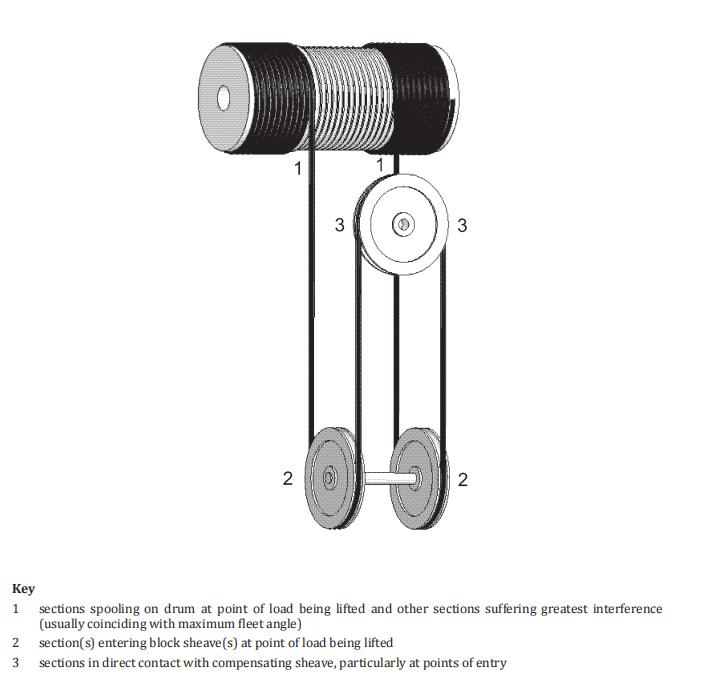
Särskild försiktighet ska dock iakttas vid följande checklista för inspektion av stållinor:
- a) trumförankring;
- b) varje sektion vid och i närheten av en repavslutning;
- c) varje sektion som går genom en eller flera remskivor;
- d) varje sektion som färdas genom en säker lastindikator som innehåller remskivor;
- e) varje sektion som går genom krokblocket;
- f) i fallet med kranar som utför en upprepad operation, varje del av repet som ligger över en remskiva medan kranen är i ett laddat tillstånd;
- g) den del av repet som ligger över en kompensationsskiva;
- h) varje sektion som går genom en spolanordning;
- i) de sektioner som rullar på trumman, speciellt överkorsningszoner som är associerade med flerskikts spolning;
- j) varje sektion som utsätts för nötning av yttre egenskaper (t.ex. luckkammar);
- k) varje del av repet som utsätts för värme.
OBS: För områden som kräver särskilt noggrann inspektion, se följande bild.
2.4 Registrering av periodisk inspektion
Efter varje periodisk besiktning ska den behöriga personen tillhandahålla ett repbesiktningsprotokoll och ange det maximala tidsintervall som inte får överskridas innan nästa periodiska besiktning äger rum.
Helst bör ett löparrekord upprätthållas.
För inspektionsformulär för stållinor vänligen ladda ner ISO4309-2017 se bilaga E.
3.Specialfall inspektion av stållinor
3.1 Inspektion efter en incident
Om en incident har inträffat som kan ha orsakat skada på ett rep och/eller dess avslutning, ska repet och/eller dess avslutning besiktigas som för en periodisk besiktning, innan arbetet påbörjas igen eller på begäran av behörig person.
ANMÄRKNING: När ett lyftsystem med dubbla rep används, är det ofta nödvändigt att byta ut båda repen även om bara en har nått kassering, eftersom det nya repet är större än det kvarvarande och har en annan töjningsegenskap, vilket båda kan ha en effekt på respektive mängd rep som betalas ut från trumman.
3.2 Besiktning efter period med kran ur drift
Om kranen har varit ur drift i mer än tre månader ska linan/linorna genomgå en periodisk inspektion, enligt beskrivning i periodisk besiktning, innan arbetet påbörjas.
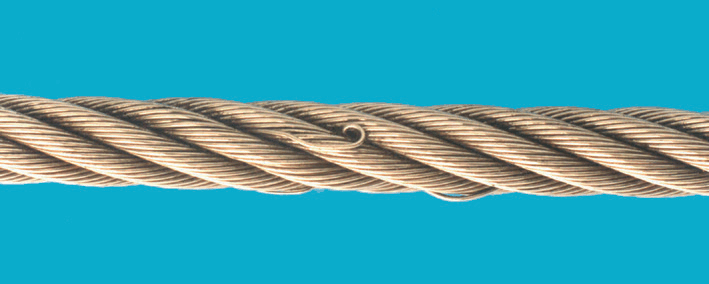
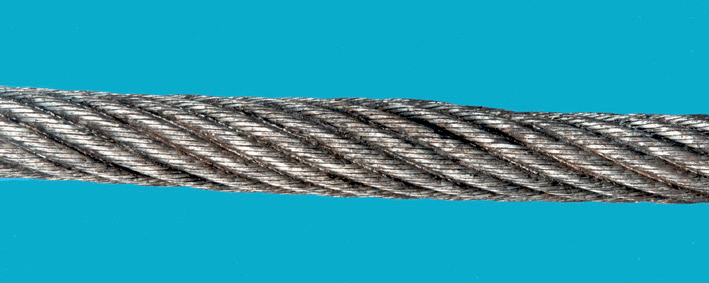
4. Kriterier för att kassera vajer
4.1 Synliga trasiga ledningar
 Krontråden går av
Krontråden går av
 Daltråden går av
Daltråden går av
4.2 Minska repets diameter
 Lokal minskning av repets diameter (sjunken tråd)
Lokal minskning av repets diameter (sjunken tråd)
4.3 Fraktur av trådar
 Om ett fullständigt trådbrott inträffar ska repet omedelbart kasseras.
Om ett fullständigt trådbrott inträffar ska repet omedelbart kasseras.
4.4 Korrosion
 Yttre korrosion: Tecken på ytoxidation men kan torkas rent.
Yttre korrosion: Tecken på ytoxidation men kan torkas rent.
Trådytan är grov att röra vid, kraftigt gropiga och slaka trådar.
 Förstoring av yttre korrosion
Förstoring av yttre korrosion
 Invändig korrosion: Tydliga synliga tecken på inre korrosion.
Invändig korrosion: Tydliga synliga tecken på inre korrosion.
korrosionsskräp som utsöndras från dalarna mellan de yttre strängarna.
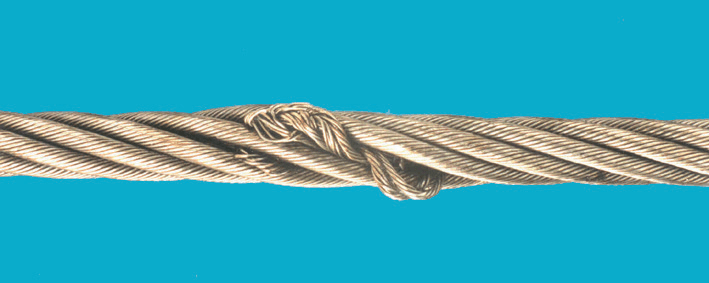
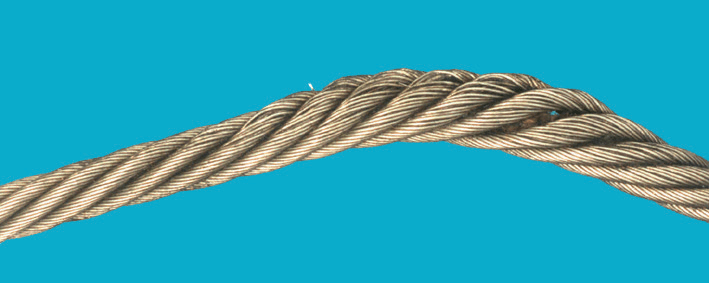
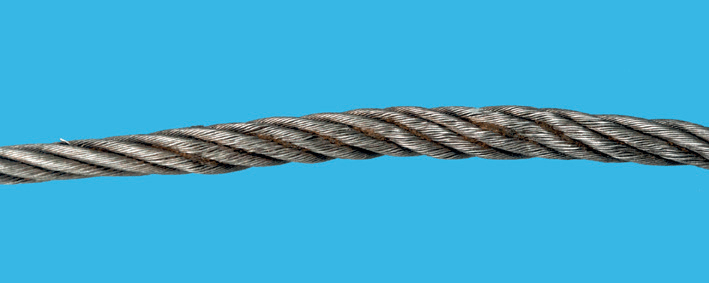
4.5 Deformation och skador
Synlig förvrängning av repet från dess normala form klassificeras som deformation. Det resulterar vanligtvis i en ojämn spänningsfördelning i repet i området för deformationen, ofta lokaliserad. Deformation och skador kan visa sig på ett antal sätt.
 Vågighet
Vågighet
 Korgdeformation
Korgdeformation
Rep med en korg- eller lyktadeformation ska omedelbart kasseras eller, förutsatt att den återstående längden av repet är i funktionsdugligt skick, ska den drabbade delen avlägsnas.
 Kärnutsprång — Enskiktsrep
Kärnutsprång — Enskiktsrep
 Utskjutande innerrep av rotationsbeständigt rep
Utskjutande innerrep av rotationsbeständigt rep
 Strandutsprång/ distorsion
Strandutsprång/ distorsion
 Trådutsprång
Trådutsprång
Linor med utskjutande vajrar, som vanligen förekommer i grupper på motsatt sida av repet till den som är i kontakt med en remskiva, ska omedelbart kasseras.
 Lokal ökning av repdiametern på grund av kärnförvrängning
Lokal ökning av repdiametern på grund av kärnförvrängning
Om lindiametern ökar med 5 % eller mer för ett rep med stålkärna eller 10 % eller mer för ett rep med fiberkärna under service, ska orsaken till detta utredas och övervägas att kassera repet.
 Tillplattad del(1)
Tillplattad del(1)
Tillplattade delar av repet som löper genom en remskiva kommer sannolikt att försämras snabbare och
uppvisa trasiga ledningar. I sådana fall, men beroende på omfattningen av tillplattningen, kan man överväga att kassera repet.
Tillplattade delar av rep i standardrigg kan drabbas av en högre grad av korrosion än andra icke-påverkade partier, mer så när de yttre trådarna öppnar sig och tillåter inträngning av fukt. Om de behålls i bruk ska de inspekteras oftare; annars bör man överväga att kassera repet.
 Tillplattad del(2)
Tillplattad del(2)
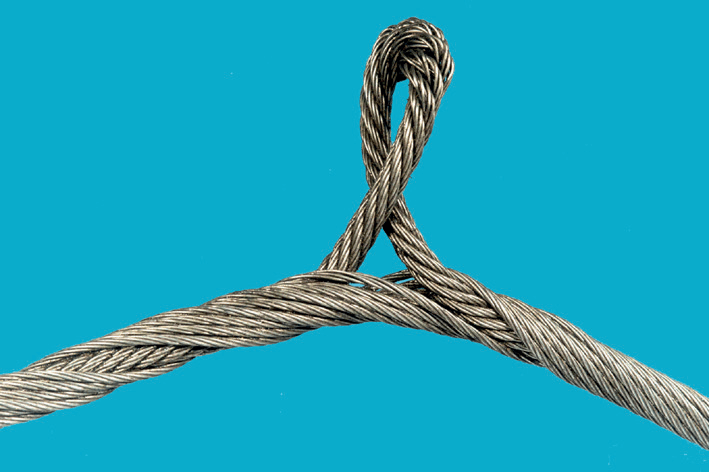
 Kink (positiv)
Kink (positiv)
Rep med en veck eller spänd ögla ska omedelbart kasseras.
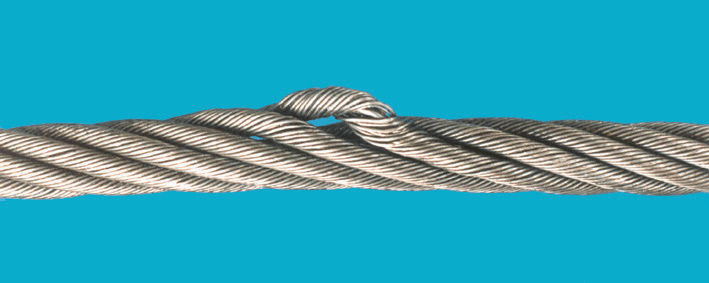
 Kink (negativ)
Kink (negativ)
 Kink
Kink
Böj i rep
Delar av rep med en kraftig böj som löper genom en remskiva kommer sannolikt snabbt att försämras och uppvisa trasiga trådar. I sådana fall ska repet omedelbart kasseras.
Om graden av böjning inte anses vara allvarlig och repet hålls kvar i drift, ska det
inspekteras oftare; annars bör man överväga att kassera repet.
 Skador på grund av värme eller elektrisk ljusbåge
Skador på grund av värme eller elektrisk ljusbåge
Linor som normalt inte används vid temperatur, men som har utsatts för exceptionellt höga termiska effekter, externt igenkännbara av de tillhörande värmefärgerna som produceras i ståltrådarna och/eller en tydlig förlust av fett från repet, ska omedelbart kasseras.
Om två eller flera ledningar har drabbats lokalt, på grund av elektriska ljusbågar, som till exempel
felaktigt jordade svetsledningar ska repet kasseras. Detta kan inträffa vid den punkt där strömmen kommer in i eller lämnar repet.
För specifika skrotstandarder för olika typer av stållinor vänligen ladda ner ISO 4309-2017.
Referens:Skötsel och underhåll av stållinor: 6 saker du måste veta

Zora Zhao
Expert på traverskran/portalkran/fockkran/krandelarlösningar
Med 10+ års erfarenhet inom kranens utomeuropeiska exportindustri, hjälpte 10 000+ kunder med deras frågor och funderingar före försäljning, om du har några relaterade behov, var god kontakta mig!