- INDUSTRIER
-
UTRUSTNING
- Luftkranar
- Eot Tranor
- Gantry kranar
- Fockkranar
- FEM standardkran & lyftanordning
- Lyft- och vinschvagn
- Lätta kranar
- Explosionssäkra kranar och hissar
-
Specialkranar
-

35-65t Klämtakran
-

Båthissar
-

Båtfockkran
-

Yacht Davit Crane
-

Rälsmonterad containerportalkran
-

Luftkranar för renrum
-

YZ skänkhanteringskranar
-

LDY metallurgisk enkelbalkskran
-

Laddkranar för stålproduktion
-

Isolerade traverskranar
-

Gantry Crane för tunnelbana och tunnelbana
-

Smideskran
-

Släckande traverskran
-

Bakning multifunktionskran
-
- Hamnkranar
- Elektriska överföringsvagnar
-
KRANDELAR
- Kranhjulssortiment
- Kranspridare
- Krandrifter
-
Kran elektrisk utrustning
-

Överbelastningsbegränsare
-

Kranhytt
-

Kranströmförsörjningssystem
-

Explosionssäkra radiofjärrkontroller för kran
-

Joystick Typ Kran Radio Fjärrkontroller
-

Tryckknappstyp Kran Trådlösa fjärrkontroller
-

Enpoliga isolerade ledarskenor
-

Slutna ledarskenor
-

Sömlösa ledarskenor
-

Copperhead Conductor Rails
-

Trafikkablar
-
- Andra krandelar
\
- OM OSS
- KONTAKTA OSS































































































Kranunderhåll: Inspektion av vajer
Stållinor utsätts för konstant stress och tunga belastningar under lyftoperationer. Med tiden kan detta leda till slitage, korrosion och andra former av försämring. Regelbunden inspektion av stållinor är avgörande för att upptäcka potentiella problem tidigt, säkerställa personalens säkerhet, förhindra utrustningsfel och minimera stilleståndstiden.
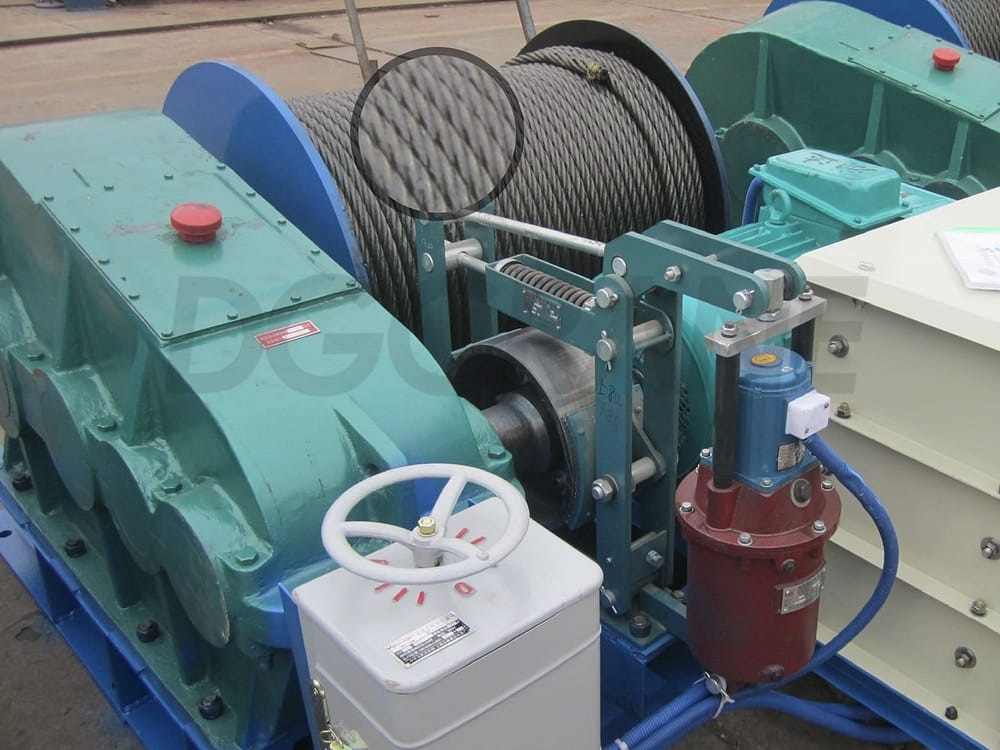 Vajer från DGCRANE's Elektrisk vinsch
Vajer från DGCRANE's Elektrisk vinsch
 Wire Rope av DGCRANE:s CD1 Elektrisk lyftanordning
Wire Rope av DGCRANE:s CD1 Elektrisk lyftanordning
 Vajer från DGCRANE:s 70T Gantry Crane Exporterad till Qatar
Vajer från DGCRANE:s 70T Gantry Crane Exporterad till Qatar
Vanlig diameter på vajer för elektrisk lyftanordning med olika märklast
- Nominell belastning: 0,5t; Diameter: 4,76/5 mm
- Nominell belastning: 0,5t; Diameter: 4,76/5 mm
- Nominell belastning: 1t; Diameter: 7,7 mm
- Nominell belastning: 2t; Diameter: 11 mm
- Nominell belastning: 3t; Diameter: 13 mm
- Nominell belastning: 5t; Diameter: 15 mm
- Nominell belastning: 10t; Diameter: 17,5 mm
- Nominell belastning: 20t; Diameter: 19,5 mm
 DGCRANE:s experttestning av stålrep och trumma: Stålrep används alltid med Trummor
DGCRANE:s experttestning av stålrep och trumma: Stålrep används alltid med Trummor
Varje konkret situation bör vara specifikt analyseras. Vajerkonstruktionen varierar från kundernas lyftbehov och andra faktorer. Se mer om användning av vajer i vår FALL data, till exempel, 1 Set JM8T elektrisk vinsch Beställ från Vietnam.
Vanliga orsaker till försämring av vajer
Flera faktorer bidrar till att stållinor försämras, inklusive:
 Våra kunders skadade vajer
Våra kunders skadade vajer
- Trötthet från cyklisk belastning
- Korrosion och rost
- Överbelastning
- Nötning och slitage
- Felaktig installation eller underhåll
Typer av inspektioner
- Visuell inspektion: Visuell inspektion är den mest grundläggande formen av inspektion av stållinor och kan ofta avslöja tydliga tecken på slitage, korrosion eller skador. Det innebär att visuellt undersöka repets hela längd, noggrant uppmärksamma kritiska områden som ändanslutningar och remskivor.
- Magnetisk partikelinspektion: Magnetisk partikelinspektion använder magnetfält och järnpartiklar för att identifiera yt- och ytnära defekter i stållinor. Denna metod är särskilt effektiv för att upptäcka sprickor, frakturer och andra former av dolda skador som kanske inte är synliga för blotta ögat.
- Ultraljudstestning: Ultraljudstestning involverar användning av högfrekventa ljudvågor för att utvärdera det interna tillståndet hos stållinor. Genom att analysera de reflekterade ljudvågorna kan inspektörerna identifiera inre brister, såsom trasiga ledningar eller korrosion, utan att repet behöver demonteras.
Förbereder för en stållinsinspektion
Innan en inspektion av stållinor genomförs måste vissa förberedelser göras:
- Nödvändig utrustning: Inspektörer bör ha tillgång till lämpliga verktyg och utrustning, inklusive förstoringsglas, mätare, oförstörande testutrustning och personlig skyddsutrustning (PPE) såsom handskar och skyddsglasögon.
- Säkerhetsaspekter: Inspektioner av stållinor kan innebära arbete på höjder och runt tunga maskiner. Det är avgörande att följa säkerhetsprotokoll, som att använda fallskyddsutrustning, bära lämplig PPE, och säkerställa en säker arbetsmiljö.
Inspektion av vajer
Säker användning av kranvajer är till stor del beroende av korrekt underhåll och regelbundna inspektioner. När instruktioner angående användning av stållina inte tillhandahålls av krantillverkaren, stållinans tillverkare eller leverantör, bör inspektioner utföras enligt följande riktlinjer.

I. Daglig inspektion
- Regelbundna visuella inspektioner bör utföras på angivna datum för de avsedda delarna av stållinan för att identifiera allmän försämring eller mekanisk skada. Denna inspektion bör även omfatta anslutningspunkterna mellan vajern och kranen.
- Korrekt placering av stållinan på trumman och remskivorna bör kontrolleras för att säkerställa att den förblir i avsedd arbetsposition.
- Alla observerade förändringar i tillståndet bör rapporteras och ytterligare inspektioner av stållinan bör utföras enligt kraven för regelbundna inspektioner.
- Närhelst riggarrangemang ändras, till exempel när kranen flyttas eller riggen återinstalleras, ska visuella inspektioner av stållinan utföras enligt de angivna riktlinjerna.
II. Regelbunden inspektion
1. Allmänna riktlinjer
Regelbundna inspektioner bör utföras av auktoriserad personal. Informationen som erhålls från dessa inspektioner används för att avgöra om kranlinan kan fortsätta att användas säkert fram till nästa planerade inspektion eller om omedelbart utbyte krävs inom den angivna tidsramen.
2. Inspektionsintervall
Inspektionsintervallet för regelbundna inspektioner bör bestämmas av auktoriserad personal, med beaktande av följande faktorer:
- Nationella bestämmelser för användning av stållinor
- Krantyp och miljöförhållandena på arbetsplatsen
- Utrustningens arbetsklass
- Tidigare inspektionsresultat
- Erfarenhet från att inspektera liknande kranlinor
- Varaktighet för användning av vajer
- Användningsfrekvens
3. Inspektionsomfattning
För varje stållina bör en omfattande inspektion längs hela dess längd utföras. För alltför långa stållinor, med godkännande från auktoriserad personal, kan inspektioner utföras på en längd som omfattar minst 5 omlindningar på trumman. Särskild uppmärksamhet bör ägnas åt kritiska områden och avsnitt, inklusive:
- Stållinans förankringspunkt på trumman
- Sektioner nära vajerändbeslagen
- Segment som passerar genom en eller flera skivor
- Sektioner som går genom lastindikeringsanordningar
- Segment som passerar genom krokskivor
4. Slutmontering och inspektion av terminalenhet
Vajern nära ändbeslagen, särskilt ingångspunkterna till terminalanordningarna, bör inspekteras. Detta område är benäget att gå sönder på grund av vibrationer, stötar och miljöfaktorer som korrosion. Sondering kan utföras för att avgöra om ledningarna har lossnat, vilket indikerar potentiellt ledningsbrott i terminalenheterna. Dessutom bör ändbeslagen kontrolleras för överdriven deformation och slitage. Skyddshylsor och hylsor som används för avslutning av vajer bör också genomgå visuell inspektion för att upptäcka eventuella sprickor eller tecken på potentiell glidning mellan vajern och hylsorna.
5. Inspektionsprotokoll
Efter varje regelbunden inspektion ska auktoriserad personal lämna in inspektionsprotokoll för stållinan, som anger maximalt tillåtet tidsintervall fram till nästa inspektion. Det är tillrådligt att föra register över stållinans regelbundna inspektioner.
III. Inspektion efter incidenten
Om en olycka inträffar som kan leda till skada på vajern och dess terminalanordningar, bör en inspektion av vajern och dess ändbeslag utföras innan driften återupptas. Denna inspektion bör följa riktlinjerna för regelbundna inspektioner eller enligt instruktioner från auktoriserad personal.
I system som använder dubbla vajer för lyftmekanismer, även om bara en vajer blir oanvändbar, bör båda repen bytas ut samtidigt. Detta beror på att den nya stållinan är något tjockare och har en annan töjningshastighet, vilket påverkar utbetalningen av båda stållinorna på trumman.
IV. Inspektion efter kraninaktivitet
Om en kran förblir inaktiv i mer än tre månader, bör regelbundna inspektioner av stållinan utföras enligt riktlinjerna för schemalagda inspektioner innan driften återupptas.
Kriterier för reppensionering
Kriterier för återställning av rep definierar gränserna för acceptabelt slitage, skada eller försämring som skulle göra en stållina olämplig för vidare användning. Dessa kriterier kan variera beroende på industristandarder, tillverkarens rekommendationer och myndighetskrav.
Rollen för utbildning och certifiering
Inspektion av stållinor kräver specialkunskaper och färdigheter. Utbildningsprogram och certifieringar finns tillgängliga för att utrusta personal med nödvändig expertis för att genomföra grundliga inspektioner och säkerställa efterlevnad av industristandarder.
Slutsats
Sammanfattningsvis är inspektion av kranvajer en kritisk aspekt för att säkerställa säkerheten och effektiviteten i krandriften. Genom att genomföra regelbundna inspektioner med hjälp av visuella, magnetiska partikel- och ultraljudstestmetoder kan potentiella problem upptäckas tidigt, vilket möjliggör underhåll i tid och förhindrar katastrofala fel. Med rätt utbildning, certifiering och efterlevnad av underhållspraxis kan industrier maximera livslängden för kranar, hissar eller andra lyftanordningar och skapa en säkrare arbetsmiljö.
 DGCRANE's Europeisk typ elektrisk vajertelfer
DGCRANE's Europeisk typ elektrisk vajertelfer
DGCRANE är en global pålitlig krantillverkare. Vi tillhandahåller högkvalitativa kranar, anpassade tillbehör och professionell service. För att få mmalm information om kran och kranunderhåll besök vår hemsida och kontakta oss nu!

Zora Zhao
Expert på traverskran/portalkran/fockkran/krandelarlösningar
Med 10+ års erfarenhet inom kranens utomeuropeiska exportindustri, hjälpte 10 000+ kunder med deras frågor och funderingar före försäljning, om du har några relaterade behov, var god kontakta mig!