- INDUSTRIER
-
UTRUSTNING
- Luftkranar
- Eot Tranor
- Gantry kranar
- Fockkranar
- FEM standardkran & lyftanordning
- Lyft- och vinschvagn
- Lätta kranar
- Explosionssäkra kranar och hissar
-
Specialkranar
-

35-65t Klämtakran
-

Båthissar
-

Båtfockkran
-

Yacht Davit Crane
-

Rälsmonterad containerportalkran
-

Luftkranar för renrum
-

YZ skänkhanteringskranar
-

LDY metallurgisk enkelbalkskran
-

Laddkranar för stålproduktion
-

Isolerade traverskranar
-

Gantry Crane för tunnelbana och tunnelbana
-

Smideskran
-

Släckande traverskran
-

Bakning multifunktionskran
-
- Hamnkranar
- Elektriska överföringsvagnar
-
KRANDELAR
- Kranhjulssortiment
- Kranspridare
- Krandrifter
-
Kran elektrisk utrustning
-

Överbelastningsbegränsare
-

Kranhytt
-

Kranströmförsörjningssystem
-

Explosionssäkra radiofjärrkontroller för kran
-

Joystick Typ Kran Radio Fjärrkontroller
-

Tryckknappstyp Kran Trådlösa fjärrkontroller
-

Enpoliga isolerade ledarskenor
-

Slutna ledarskenor
-

Sömlösa ledarskenor
-

Copperhead Conductor Rails
-

Trafikkablar
-
- Andra krandelar
\
- OM OSS
- KONTAKTA OSS































































































60/50t konstruktionsprincip och egenskaper hos stålgötsklämkran
Stålgötsklämkranen är en oumbärlig del av lyftutrustning på stålgötsrullningslinjen. Det är huvudsakligen ansvarigt för att ladda det kalla stålgötet i värmeugnen, ta bort det uppvärmda stålgötet och sätta det i stålgötsvarvningsanordningen. Dessutom används klämman även för stapling av stålgöt, slaggskrapning och rengöring i botten av homogeniseringsugnen. 50 t hjälpkroken används för underhåll av värmeugnsutrustning och lyft av andra produktionsartiklar. 60/50 t stålgötsklämkran används för produktion. Dess stora lyftvikt, avancerade teknik, höga säkerhet och tillförlitlighet kan förbättra produktionseffektiviteten för hela stålgötsvalslinjen.
1. Arbetsegenskaper och huvudsakliga tekniska parametrar
Stålgötsklämkranen fungerar enligt en viss process på stålgötsrullningslinjen, och dess arbetsflöde kan delas in i 4 steg:
• Lyft stålgötet från bilen som transporterar stålgötet till lagringsutrymmet för stålgöt och samarbeta med slippersonalen för att utföra götsvarvningen;
• Lyft de polerade stålgöten i förvaringsutrymmet till homogeniseringsugnen och placera dem mot ugnsväggen för ugnsinstallation;
• Stålgöten som har värmts upp enligt processen hissas ut ur homogeniseringsugnen till mottagningsanordningen för stålgöt eller hissas direkt till valsverkets vals;
• Använd 50 t hjälpkrokar för att se över och underhålla markutrustning som värmegropar, kapslingsmaskiner och ugnskåpor.
60/50 Steel Ingot Clamp Krantabell med de viktigaste tekniska parametrarna.
| Projekt | Tekniska parametrar | |
| Nominell lyftvikt/t | Huvudlyftmekanism | 60 |
| Sekundär lyftmekanism | 50 | |
| Kranspännvidd/m | 36 | |
| Kranarbetsnivå | En 7 | |
| Lyfthöjd/m |
Huvudlyftmekanism | 10 |
| Sekundär lyftmekanism | 24 | |
| Lyfthastighet (m/min) | Huvudlyftmekanism | 1~10 |
| Sekundär lyftmekanism | 0.53~5.3 | |
| Körhastighet/(m/min) | Vagn | 4~40 |
| Hissa | 4~40 | |
| Arbetsnivå för varje komponent | Huvudlyftmekanism, vagn | M 7 |
| Hoist Kör, rotera, öppna och stäng | M 6 | |
| Sekundär lyftmekanism | M 4 | |
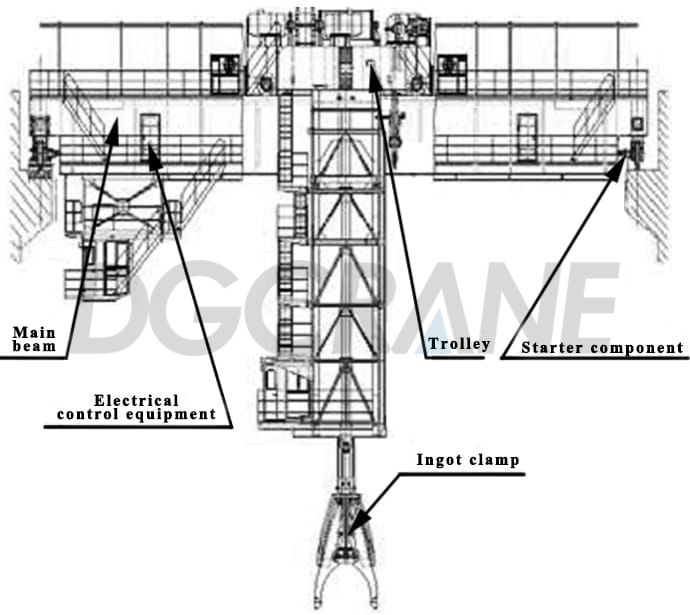
Kranens sammansättning och strukturella egenskaper
60/50 t stålgötsklämkran är installerad i huvudrullen, som kan arbeta säkert och tillförlitligt i den tuffa miljön med hög temperatur och rostning. Hela maskinen består av en vagnaxel, en vagnram, en stålgötklämma , en vagnsmanövreringsmekanism och elektrisk styrutrustning, som är en layouttyp med dubbla strålar, dubbla skenor och en vagn.
Strukturella egenskaper hos kranbalkramen
Broramen är den huvudsakliga bärande delen, och broramen är sammansatt av huvudbalken och ändbalken. Huvudbalken antar en bred flänspartiell rälsboxbalk, som har god vertikal och horisontell styvhet, och huvudkraftsmaterialet antar Q345B. För att undvika utmattningsskador på helljuset orsakade av koncentrerat hjultryck används T-format stål under spåret, vilket avsevärt förbättrar helljusets livslängd. För att säkerställa monteringsnoggrannhet är ändbalken också en lådbalkstruktur. Förbindelsen mellan huvudbalken och ändbalken är gjord av höghållfasta bultar.
Vagnens strukturella egenskaper
Vagnens ram är tillverkad av stålplåt svetsad med sektionsstål. Vagnens plattform är utrustad med en huvud- och hjälplyftmekanism, en öppnings- och stängningsmekanism, en vagnsmanövermekanism och en roterande mekanism. Den stela ramen är bultad under vagnramen och den nedre hytten är installerad på plattformen vid botten av ramen.
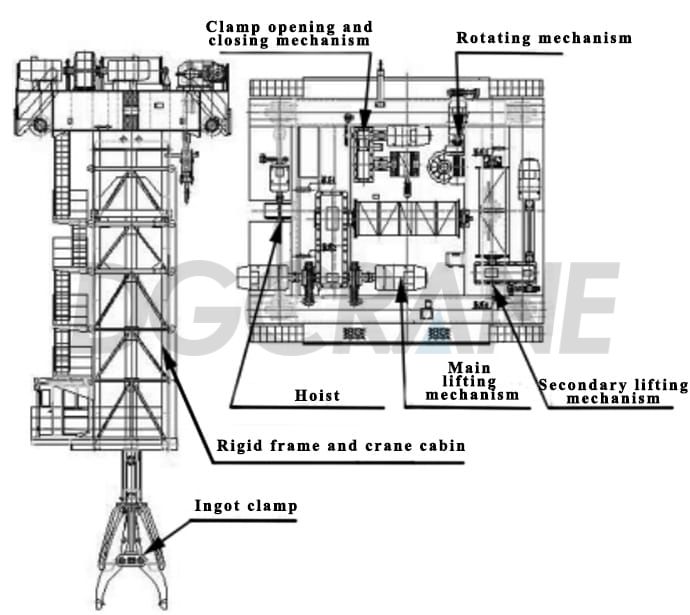
Lyftmekanism
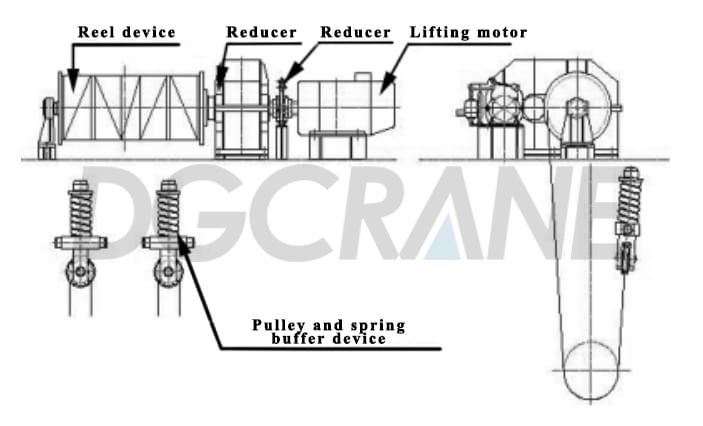
För att utnyttja utrymmet på vagnstället fullt ut och göra layouten av varje mekanism kompakt, är rullarna på huvud- och extralyftmekanismerna anordnade vertikalt. Huvudlyftmekanismen dras av dubbla motorer och rullen drivs med bromsar och reducerare att rotera, så att stållinan stiger eller faller, driver den övre balken och den fyrkantiga pelaren som stöds på axiallagret i mitten av balken tillsammans med stålgötklämman att stiga eller falla. Den huvudsakliga lyftmekanismen har följande egenskaper:
1. Anta formen av dubbelmotor och enkel reducerare. Reducerarens ingång är en dubbelmotor och utgången är en utgång med en rulle. Layouten är tät och underhållet är bekvämt.
2. En fjäder används som buffertanordning ovanför den fasta remskivan. När kranen klämmer fast det röda stålgötet i homogeniseringsugnen, sker en kortvarig götextraktionsprocess på grund av bindningen av den lösta slaggen i botten av ugnen. För detta ändamål kan fjäderanordningen effektivt minska spridarens inverkan på vagnen vid denna tidpunkt.
3. De två vajern som används för att lyfta götklämman är fästa vid den dubbla delen i båda ändarna av rullen på huvudlyftmekanismen. Lyftlinan passerar det fasta remskivan under buffertfjädern på vagnramen och den rörliga remskiva block i den övre balken, som är fäst vid rullen. Ena änden av vajern som används för öppnings- och stängningsmekanismen är fäst vid den enda delen i mitten av lyftrullen, och den andra änden är fäst vid rullen av öppnings- och stängningsmekanismen efter att den förbikopplar det rörliga remskivan i klämöppnings- och stängningsmekanismen. Detta kan säkerställa synkroniseringen av öppnings- och stängningsmekanismen och lyftmekanismen.
4. Lyfthöjden för huvudlyftmekanismen måste vara uppfylld: när götklämmans öppning är som störst kan klämman fortfarande klämma ut götet som är platt på ugnens botten.
Klämöppnings- och stängningsmekanism
Funktionen hos klämmans öppnings- och stängningsmekanism är: Driv öppningen och stängningen av klämmans klämben för att anpassa sig till ståltackor av olika bredder och storlekar. Öppning och stängning av klämman uppnås genom verkan av öppnings- och stängningsmekanismen som driver lyftskivan. När klämklämmans ram inte rör sig, driver öppnings- och stängningsmekanismen lyftskivan och dragstången genom motorn, reduceraren, rullen och stållinan. Dragstången och kedjan driver sedan gångjärnskontakten på klämstången för att lyfta och sänka, så att rullen på klämstången rullar i klämramens åtta-ränna, vilket tvingar klämstången att öppna eller stänga. Öppnings- och stängningsvajern är fäst vid öppnings- och stängningsspolen och lyftrullen i båda ändar genom styrskivan respektive lyftrullen för att säkerställa att öppnings- och stängningsmekanismen inte påverkas av att klämman lyfts. Lyftningen av öppnings- och stängningslinan öppnas av klämman, och sänkningen av öppnings- och stängningsvajern stängs av klämman.
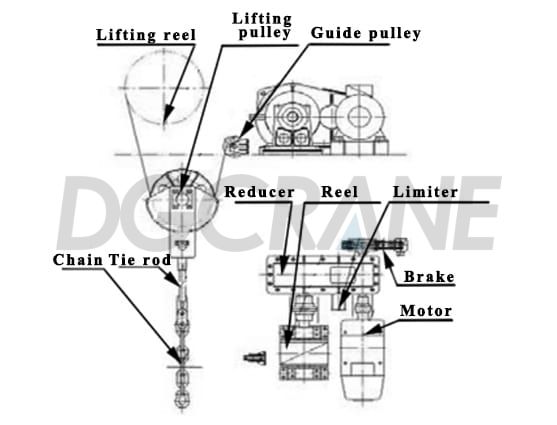
Kläm roterande mekanism
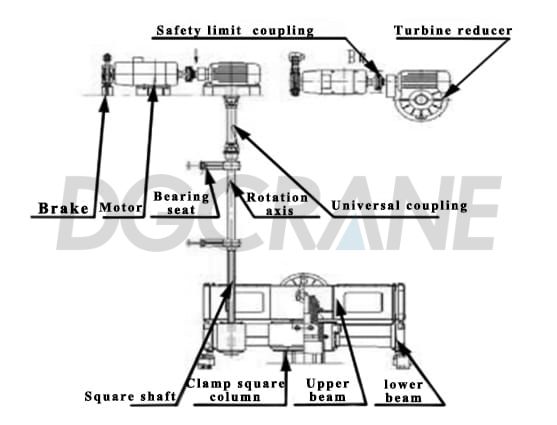
Den används för att driva klämman att rotera för att uppnå syftet att placera götet på plats och skrapa slaggen. Den drivande delen av den roterande mekanismen är anordnad på vagnens ram och den drivande delen sträcker sig ner i ramen under ramen. .
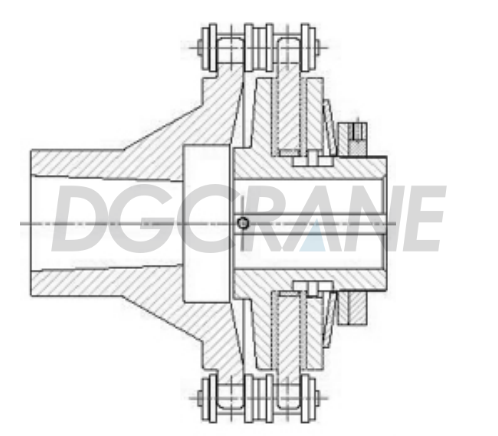
1. Den drivande delen. Den drivande delen av den roterande mekanismen är installerad på den lilla rackplattformen. Den består av en motor, en reducering (i form av en snäckväxel), en säkerhetskoppling för kedjefriktion och en broms. Reducerarens utgående axel leder till det inre hålet på den nedre balkdrevet genom kopplingen, kraftöverföringsaxeln och fyrkantsaxeln. Den drivande delen av klämmans roterande mekanism har egenskaperna: när de två klämmorna lyfter stålgötet för att rotera, på grund av det stora motståndet, är kedjefriktionssäkerhetskopplingen inställd i transmissionskedjan för att effektivt skydda mekanismen från skador på grund av överbelastning, som visas i figur 6; Placeringen av reduceraxeln och den nedre fyrkantsaxeln är långt borta, och den universella kopplingen mellan de två kan undvika att påverka den normala transmissionen av den roterande mekanismen på grund av otillräcklig installationsnoggrannhet.
2. Överföringskraft. Överföringsdelen av den roterande mekanismen består av tre delar: de övre och nedre balkarna och klämmorna. Den övre balken är en svetsad struktur och en rörlig remskiva är installerad på den. Den trapetsformade muttern och axiallagersätet som stöder klämmans fyrkantiga pelarstämpel är installerade mellan de två remskivorna. Den är ansvarig för att lyfta hela klämman (inklusive stålgöt), den fyrkantiga pelaren och den nedre balken. Den nedre balken är en speciell reducerkropp, som är utrustad med ett tvåstegs reducerväxelpar. Drivmekanismen driver den fyrkantiga axeln att rotera, den fyrkantiga axeln driver sedan de små och medelstora kugghjulen på den nedre balken att rotera, och driver sedan de stora kugghjulen att rotera genom de mellanliggande kugghjulen; de stora kugghjulen (insidan av de stora kugghjulen är ett fyrkantigt hål) roterar; och den fyrkantiga kolumnen driver klämman att rotera.
För att säkerställa att de övre och nedre balkarna har bra styrningsprestanda vid glidning i ramen längs styrskenorna på ramen, finns styrspår i båda ändarna av de övre och nedre balkarna. När helljuset stiger stiger den övre balken och den fyrkantiga kolumnen tillsammans. Efter att ha stigit till en viss höjd kommer den övre flänsen på den fyrkantiga kolumnen i kontakt med botten av den nedre balken och stöder sedan den nedre balken när den stiger.
Götklämma
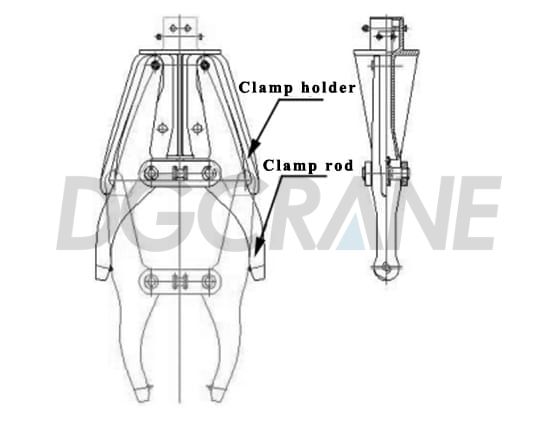
Stålgötklämman är en speciell plockanordning som används för att klämma fast kallt och varma stålgöt. Den består av tre delar: en klämram, två klämstänger och en fyrkantig pelare kopplad till klämramen. På grund av de olika storlekarna och positionerna på ståltackorna som hissas, och de varma och kalla temperaturerna varierar mycket, måste positionen för ståltackorna som ska spännas ändras ofta. För att säkerställa att klämman bibehåller tillräcklig klämkraft i alla lägen, är klämramens åttaformade styrskenas kurva sammansatt av två bågkurvor med en radie på 10 m åt vänster och höger. För att få klämanordningen att fungera tillförlitligt, beaktas ofta klämkoefficienten K≥1 i konstruktionen 1,8–2,0 (K är förhållandet mellan klämspetsens horisontella klämkraft och lyftkraften).
Styv ram och kranhytt
Den övre delen av den styva ramen är ansluten till vagnstället med höghållfasta bultar, och den nedre hytten är installerad på den nedre plattformen. Ramen är svetsad av stålplåt och sektionsstål. Den styva ramen är försedd med styrskenor på östra och västra sidan, som kan styra upp- och nedstigningen av de övre och nedre balkarna, och samtidigt kan motstå den cirkulära kraften under rotation. Hytten är installerad i botten av den stela ramen. För att göra det möjligt för föraren att tydligt observera fastspänningen av stålgötet vid körning, placeras hytten nära klämmans fram- och baksida. Eftersom förare ofta arbetar ovanför värmeugnen, är temperaturen mycket hög och arbetsförhållandena dåliga, så speciella värmeisoleringspaneler sätts upp runt hyttens botten och botten av ramen, eldfasta tegelstenar läggs på plattformen, och högtemperaturvärme- och kylluftkonditioneringar är inställda i förarrummet. Hyttens observationsglas har högtemperaturbeständigt glas som skyddar mot infraröd strålning.
Manövermekanism för kranvagn
Kranvagnens manövermekanism är en fyrhörnig drivning, och varje grupp av drivenheter består av en motor, en reducering, en broms, en kraftöverföringsaxel etc. En horisontell hjulsats är inställd på ändbalken på den icke- glidande kontaktlinje, vilket kan göra att kranen har bra styrprestanda när den körs i hög hastighet. Vagnens manövermekanism antar frekvensomvandling och hastighetsreglering, vilket kan erhålla en hastighetsjustering på 4~40 m/min, stabil start och bromsning och exakt positionering.
Egenskaper för elektrisk styrutrustning
Det elektriska styrsystemet för 60/50 t stålgötsklämkranen består huvudsakligen av huvud- och extralyftmekanismen, manövermekanismen för den stora och lilla vagnen, den roterande mekanismen och kontrollsystemet för öppnings- och stängningsmekanismen. Dessutom finns det hjälpsystem som kraftfördelning, belysning, överbelastningsbegränsare och integrerade övervakningssystem. Huvuddragen i kranens elektroniska styrsystem är följande:
1. Kontroll av huvudlyftmekanismen. Huvudlyftmekanismen använder ett AC-statorspänningsreglerande och hastighetsreglerande system, med ett hastighetsreglerande förhållande på 1:10; Huvudlyftmekanismen drivs av två motorer och styrs av en uppsättning hastighetsreglerande enheter. När en motor går sönder kan en annan motor användas för att slutföra en arbetscykel för att lösa nödsituationen. En vridomkopplare är installerad på den korta axeln av rullens bakre, som roterar synkront med rullen, och lyftmekanismens stigande och fallande gränser styrs genom att samla in parametrarna för rullens antal varv. En hammare gränslägesbrytare finns på vagnen. När götklämman stiger till den övre gränsen tappar repet som stöder hammaren spänningen, gränslägesbrytaren återställs, strömförsörjningen avbryts och mekanismen stannar. Motorns axelände är utrustad med en överhastighetsbrytare för att detektera motorns driftshastighet och realisera motorns överhastighetsskydd.
2. Kontroll av vagndrift och vagndriftmekanismer. Driftmekanismen för den stora och lilla vagnen antar ett frekvensomvandlingshastighetskontrollsystem, som drivs av en frekvensomvandlingsmotor, och hastighetskontrollförhållandet är 1:10; vagnens manövermekanism styrs av en uppsättning frekvensomvandlare och en motor drivs; manövermekanismen för den stora bilen drivs av fyra elmotorer, och två frekvensomvandlare används för att styra motorerna i samma stråle. När en uppsättning motorer går sönder dras den av en annan uppsättning motorer. För kranar och vagnar är gränslägesbrytare för driftslag installerade i varje arbetsriktning, och när gränsläget som specificeras av konstruktionen nås, berörs det av en säkerhetsanordning linjal i samma riktning för att stänga av strömförsörjningen i riktning framåt.
3. Institutionellt kommunikationssystem. Den extra lyftmekanismen, rotationsmekanismen och öppnings- och stängningsmekanismen antar ett seriemotståndshastighetsregleringssystem; systemet inkluderar ett trådlöst intercomsystem mellan kranhytten och marken, en boardingkontaktenhet och ett förare-till-jord-sändningssystem.
4. Integrerat övervakningssystem. Det integrerade övervakningssystemet antar automatisk felövervakning och skydd. Den omfattande kontrollen antar en programmerbar styrenhet; kranen är utrustad med en larmljuslåda som kan visa fel som överspänning, underspänning, överström, motoröverström och överhettning.
5. Andra hjälpsystem. Andra hjälpsystem inkluderar ett belysningssystem under bryggan, ett automatiskt smörjsystem, ett underhållsuttag, ett luftkonditioneringskontrollsystem och ett realtidsövervakningssystem. Realtidsövervakningssystemet består av två uppsättningar av högtemperaturkameror, en uppsättning industrimonitorer, ett informationsbehandlingssystem och ett elektriskt styrsystem. Industrimonitorn är installerad i förarrummet i den nedre änden av helljuset. Operatören kan använda bilden på monitorn för att bestämma statusen för klämman och kranen, för att utföra exakta operationer.
3. Slutsats
60/50 t stålgötsklämkranen har förnyats i den strukturella layouten. Det elektroniska styrsystemet antar det mogna och avancerade styrläget för kranen. När det gäller säkerhetsskydd tas mer hänsyn till behoven av höga temperaturer och tuffa arbetsförhållanden. Dess tillämpning i rullningslinjen för stålgöt förbättrar inte bara driftsmiljön, minskar operatörernas arbetsintensitet och säkerställer tillförlitligheten och säkerheten för rullning av stålgöt. Det förbättrar också avsevärt produktionseffektiviteten för den extra tjocka plåtvalslinjen, vilket ger en garanti för säker och effektiv produktion av extra tjocka plåtar.
DGCRANE fokuserar på export i 15 år, om du behöver 60/50 t stålgötsklämkranar, kan vi förse dig med produkter och tjänster av bästa kvalitet.

Zora Zhao
Expert på traverskran/portalkran/fockkran/krandelarlösningar
Med 10+ års erfarenhet inom kranens utomeuropeiska exportindustri, hjälpte 10 000+ kunder med deras frågor och funderingar före försäljning, om du har några relaterade behov, var god kontakta mig!