- INDUSTRIER
-
UTSTYR
-
Overhead kraner
-

Enkel bjelke overhead kran
-

Overheadkran med dobbel bjelke
-

Underliggende kraner
-

Overheadkraner for arbeidsstasjoner
-

Overheadkraner med lav takhøyde
-

Grab Bucket Overhead Crane
-

Elektromagnetiske traverskraner med løftemagnet
-

Elektromagnetiske overheadkraner med magnetstråle
-

Manuelle traverskraner
-

Doble vogn overhead kraner
-

LDP enkeltbjelke overheadkraner
-
- Eot Traner
- Gantry kraner
- Jibbkraner
- FEM standard kran og talje
- Heise- og vinsjvogn
- Lette kraner
- Eksplosjonssikre kraner og taljer
-
Spesielle kraner
-

35-65t klemme kran
-

Båtheiser
-

Båt Jib Crane
-

Yacht Davit Crane
-

Skinnemontert container portalkran
-

Renroms traverskraner
-

YZ øsehåndteringskraner
-

LDY metallurgisk enkeltbjelkekran
-

Ladekraner for stålproduksjon
-

Isolerte traverskraner
-

Gantry Crane for T-bane- og T-banekonstruksjon
-

Smiskran
-

Blokkende overheadkran
-

Baking multifunksjonskran
-
- Havnekraner
- Elektriske overføringsvogner
-
Overhead kraner
-
KRANDELER
- Kranhjulserie
- Kranspreder
- Krandrift
-
Kran elektrisk utstyr
-

Overbelastningsbegrenser
-

Kranhytte
-

Kran strømforsyningssystem
-

Eksplosjonssikker kranradiofjernkontroller
-

Joystick Type Kran Radio fjernkontroller
-

Trykkknapp Type Kran trådløse fjernkontroller
-

Enpolet isolerte lederskinner
-

Vedlagte lederskinner
-

Sømløse lederskinner
-

Copperhead Conductor Rails
-

Overheadkrankabler
-
- Andre krandeler
\
- OM OSS
- KONTAKT OSS




















































































Inspeksjons- og kasseringskriterier for ståltau
Krantau blir utsatt for betydelige belastninger under drift og får derfor betydelige mekaniske skader gjennom hele levetiden. I tillegg har studier vist at hovedårsakene til svikt i ståltau er overdreven forringelse og korrosjon, manglende vedlikehold og inspeksjon, og misbruk som fører til for tidlig foreldelse, redusert sikkerhet og økte utskiftingskostnader.
Derfor bør ståltau inspiseres og vedlikeholdes av passende personell for å sikre at de er i sikker brukstilstand. Riktig inspeksjon kan sikre høy ytelse, lang levetid, sikkerhet for personell og utstyr og redusere driftskostnadene.
1. Daglige inspeksjoner (visuelle)
- Minst den tiltenkte arbeidsdelen av tauet for den aktuelle dagen skal observeres med det formål å oppdage all generell forringelse eller mekanisk skade. Dette skal inkludere festepunktene for tauet til kranen.
- Tauet skal også kontrolleres for å sikre at det sitter riktig på trommelen og over skiven(e) og ikke har blitt forskjøvet fra normal driftsstilling.
- Enhver merkbar endring i tilstanden skal rapporteres og tauet undersøkes av en kompetent person i samsvar med periodiske inspeksjoner.
- Dersom riggearrangementet på noe tidspunkt endres, for eksempel når kranen er flyttet til et nytt sted og rigget på nytt, skal tauet underkastes en visuell inspeksjon som beskrevet i dette avsnittet.
- Føreren/føreren av kranen kan oppnevnes til å utføre daglige inspeksjoner i den grad føreren/operatøren er tilstrekkelig opplært og anses som kompetent til å utføre denne handlingen.
2.Periodiske inspeksjoner
2.1 Generelt
- Periodiske inspeksjoner skal utføres av en kompetent person.
- Informasjonen innhentet fra en periodisk inspeksjon skal brukes til å hjelpe til å avgjøre om et krantau trygt kan forbli i drift og innen hvilket siste tidspunkt den skal gjennomgå sin neste periodiske inspeksjon, eller må trekkes tilbake umiddelbart eller innen en spesifisert tidsramme.
- Gjennom en passende vurderingsmetode, dvs. ved visuelle midler og/eller måling, eller med en MRT, skal alvorlighetsgraden av forverringen vurderes og uttrykkes enten i prosent (f.eks. 20 %, 40 %, 60 %, 80 % eller 100 %) av de bestemte individuelle forkastkriteriene eller i ord (f.eks. "Litt", "Middels", "Høy", "Veldig høy" eller "Forkast").
- Eventuelle skader som måtte ha oppstått på tauet før det ble kjørt inn og tatt i bruk, skal vurderes av en kompetent person og observasjoner skal registreres.
- En liste over skadetyper for inspeksjon av ståltau og om hver enkelt kan kvantifiseres eller må vurderes subjektivt av den kompetente personen er gitt i tabellen nedenfor.
| Forringelsesmåte | Vurderingsmetode |
| Antall synlige ødelagte ledninger (inkludert de som er tilfeldig fordelt, lokaliserte grupperinger, dalledningsbrudd og de som er ved eller i nærheten av avslutningen) | Ved å telle |
| Tap av metallisk område forårsaket av ødelagte ledninger | Visual, MRT |
| Reduksjon i taudiameter (som følge av utvendig slitasje/slitasje, intern slitasje og forringelse av kjernen) | Ved måling |
| Tap av metallisk område forårsaket av andre mekanismer enn ødelagte ledninger, f.eks. korrosjon, slitasje osv. | Visual, MRT |
| Brudd på tråd(er) | Visuell |
| Korrosjon (ekstern, intern og slitasje) | Visual, MRT |
| Deformasjon | Visuelt og ved måling (kun bølge) |
| Mekanisk skade | Visuell |
| Varmeskader (inkludert elektrisk lysbue) | Visuell |
2.2 Hyppighet av periodiske inspeksjoner
- Hyppigheten av de periodiske inspeksjonene skal bestemmes av den kompetente personen, som minst skal ta hensyn til følgende:
a) de lovbestemte kravene som dekker søknaden i brukslandet;
b) typen kran og miljøforholdene den opererer under;
c) klassifiseringsgruppen til mekanismen;
d) resultatene av tidligere inspeksjon(er);
e) erfaring fra inspeksjon av tau på sammenlignbare kraner;
f) hvor lenge tauet har vært i bruk;
g) hyppigheten av bruk;
h) kranprodusentens anbefalinger.
MERKNAD 1: Den kompetente personen kan finne det fornuftig å sette i gang eller anbefale hyppigere periodiske inspeksjoner enn de som kreves av lovgivningen. Denne beslutningen kan påvirkes av typen og hyppigheten av operasjonen. Avhengig av tilstanden til tauet til enhver tid og/eller om det er noen endring i omstendighetene, for eksempel en hendelse eller endring i driftsforhold, kan den kompetente personen finne det nødvendig å redusere eller anbefale reduksjon av intervallet mellom periodiske inspeksjoner.
MERKNAD 2: Vanligvis utvikler tau ødelagte ledninger i større hastighet senere i tauets levetid enn i de tidlige stadiene.
2.3 Omfang av periodiske inspeksjoner av ståltau
Hvert tau skal inspiseres i hele sin lengde.
Men ved lang lengde, og etter den kompetente personens skjønn, kan kun arbeidslengden pluss minst fem omslag på trommelen inspiseres. I et slikt tilfelle, og der det senere er forutsett en større arbeidslengde etter forrige inspeksjon og før neste, bør denne tilleggslengden også inspiseres før den ekstra taulengden brukes.
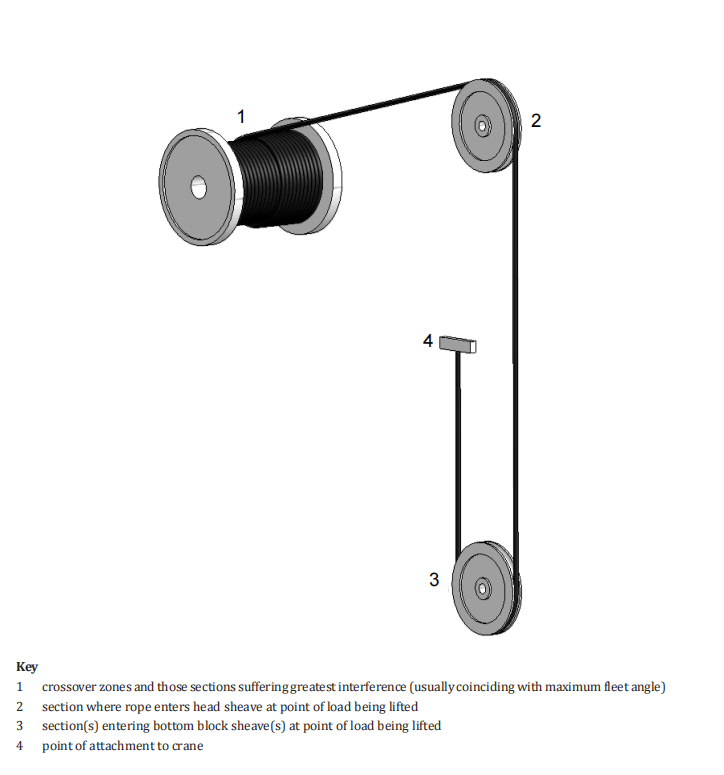
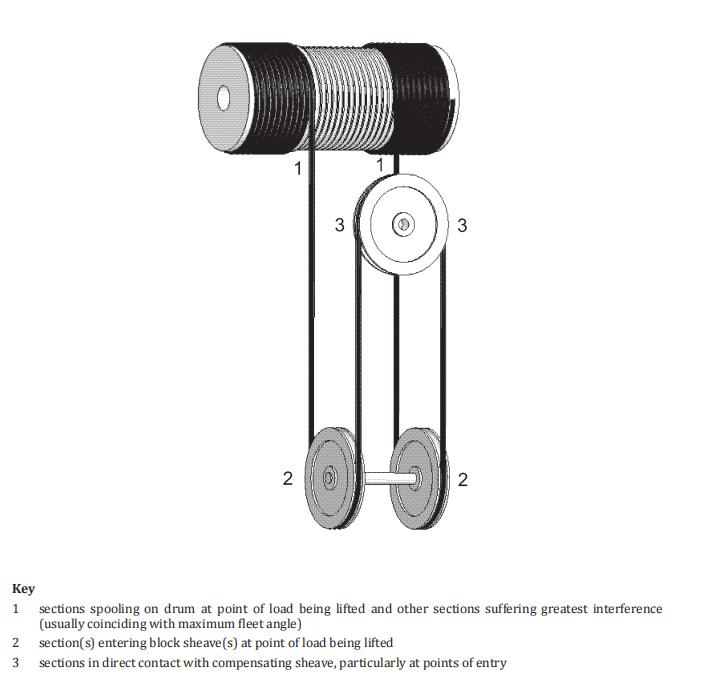
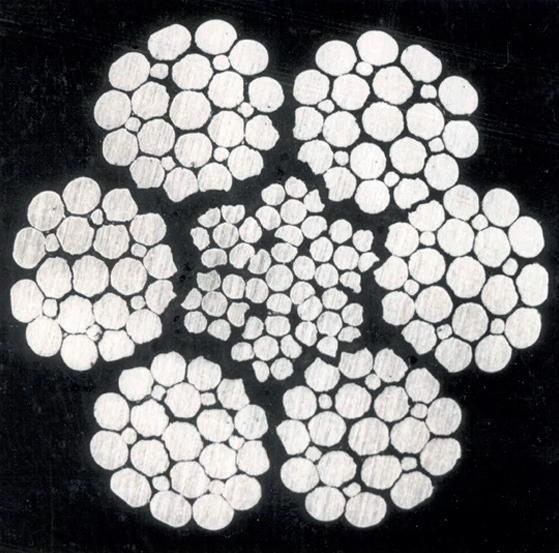
Spesiell forsiktighet skal likevel utvises ved følgende sjekkliste for inspeksjon av ståltau:
- a) trommelforankring;
- b) enhver seksjon ved og i nærheten av en tauavslutning;
- c) enhver seksjon som går gjennom en eller flere skiver;
- d) enhver seksjon som går gjennom en sikker lastindikator som inneholder skiver;
- e) enhver seksjon som går gjennom krokblokken;
- f) når det gjelder kraner som utfører en repeterende operasjon, enhver del av tauet som ligger over en skive mens kranen er i lastet tilstand;
- g) den delen av tauet som ligger over en kompenserende skive;
- h) enhver seksjon som går gjennom en spoleanordning;
- i) de seksjonene som spoler på trommelen, spesielt krysssoner som er forbundet med flerlags spoling;
- j) enhver seksjon som utsettes for slitasje av ytre trekk (f.eks. lukekammer);
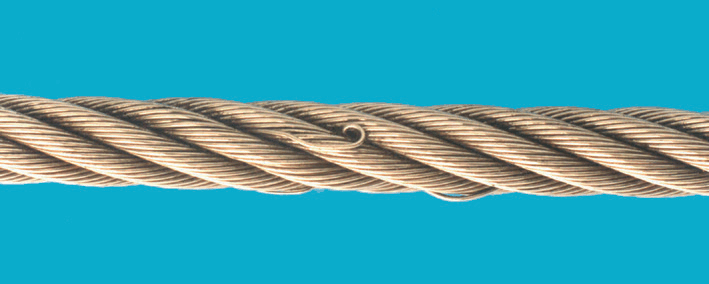
- k) enhver del av tauet som er utsatt for varme.
MERK: For områder som krever spesielt nøye inspeksjon, se følgende bilde.
2.4 Registrering av periodisk inspeksjon
Etter hver periodisk kontroll skal den kompetente personen gi en tauinspeksjonsjournal, og angi maksimalt tidsintervall som ikke skal overskrides før neste periodiske kontroll finner sted.
Fortrinnsvis bør en løperekord opprettholdes.
Vennligst for inspeksjonsskjema for ståltau last ned ISO4309-2017 for å se vedlegg E.
3.Spesielle tilfeller inspeksjon av ståltau
3.1 Inspeksjon etter en hendelse
Hvis det har inntruffet en hendelse som kan ha forårsaket skade på et tau og/eller dets avslutning, skal tauet og/eller dets avslutning inspiseres som for en periodisk inspeksjon, før arbeidet gjenopptas eller som kreves av den kompetente personen.
MERK: Der det benyttes et heisesystem med to tau, er det ofte nødvendig å bytte ut begge tauene selv om bare det ene har nådd å kastes, fordi det nye tauet er større enn det gjenværende og har en annen forlengelsesegenskap, som begge kan ha en effekt på de respektive taumengdene som utbetales fra trommelen.
3.2 Inspeksjon etter periode med kran ute av drift
Dersom kranen har vært ute av drift i mer enn tre måneder, skal tauet/tauet gjennomgå en periodisk kontroll, som beskrevet i periodisk kontroll, før arbeidet gjenopptas.
4. Forkastningskriterier for ståltau
4.1 Synlige ødelagte ledninger
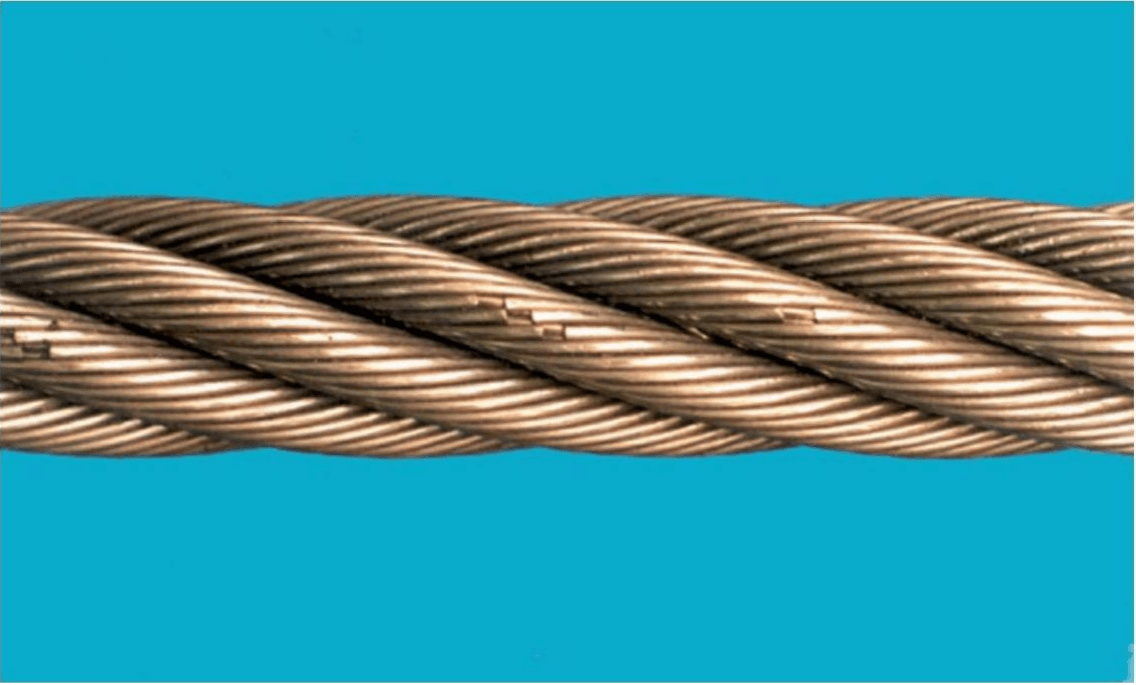 Kronetråden ryker
Kronetråden ryker
 Dalledningen ryker
Dalledningen ryker
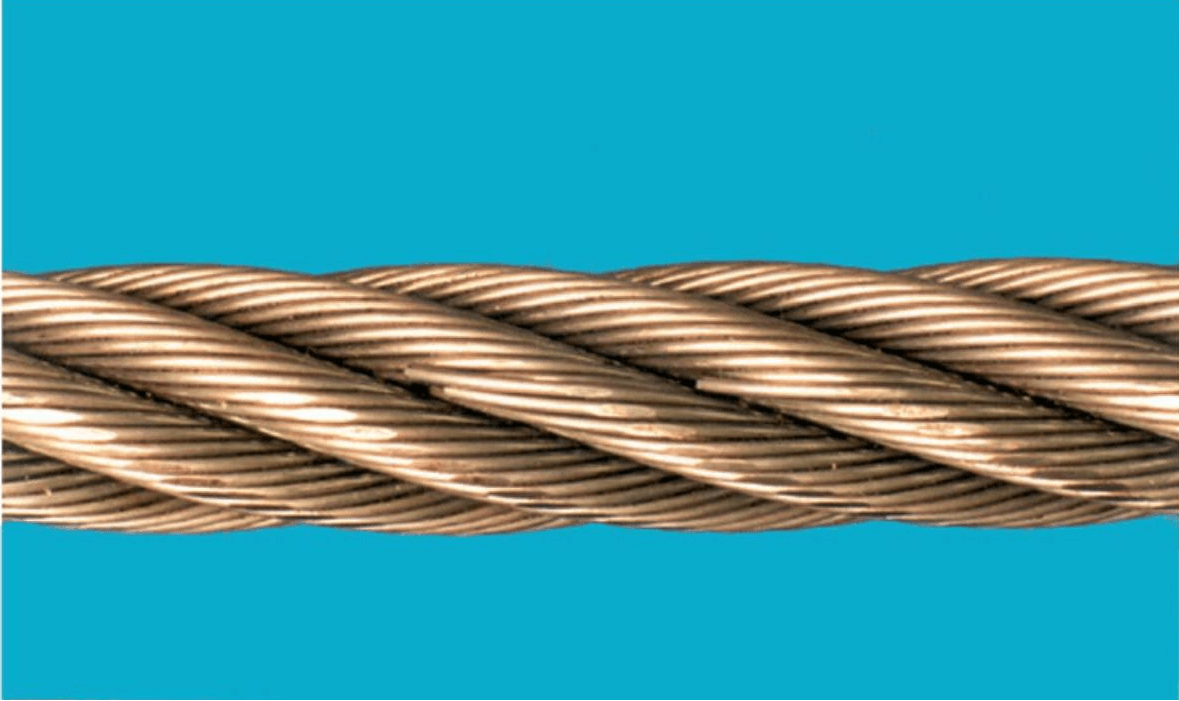
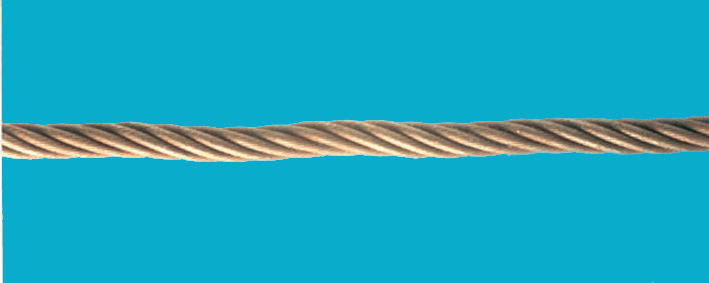
4.2 Redusering i taudiameter
 Lokal reduksjon i taudiameter (nedsunket tråd)
Lokal reduksjon i taudiameter (nedsunket tråd)
4.3 Brudd av tråder
 Hvis det oppstår et fullstendig strengbrudd, skal tauet umiddelbart kastes.
Hvis det oppstår et fullstendig strengbrudd, skal tauet umiddelbart kastes.
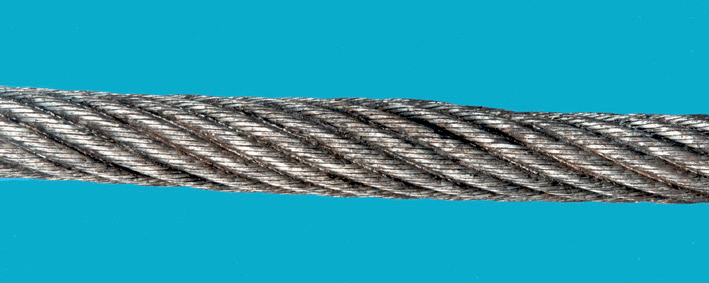
4.4 Korrosjon
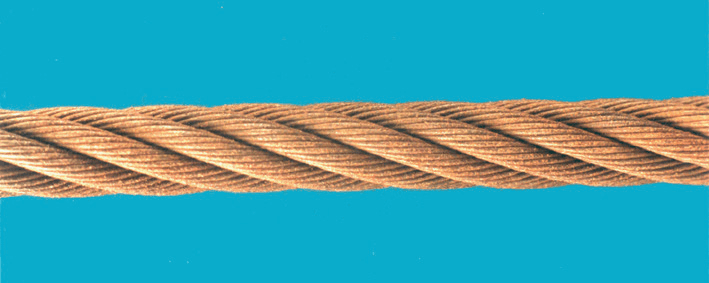 Utvendig korrosjon: Tegn på overflateoksidasjon, men kan tørkes av.
Utvendig korrosjon: Tegn på overflateoksidasjon, men kan tørkes av.
Trådoverflaten er grov å ta på, sterkt groper og slakke ledninger.
 Forstørrelse av ytre korrosjon
Forstørrelse av ytre korrosjon
 Innvendig korrosjon: Åpenbare synlige tegn på innvendig korrosjon.
Innvendig korrosjon: Åpenbare synlige tegn på innvendig korrosjon.
korrosjonsrester som strømmer ut fra dalene mellom de ytre trådene.
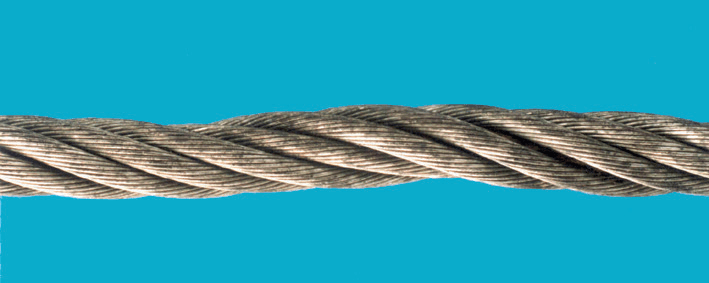
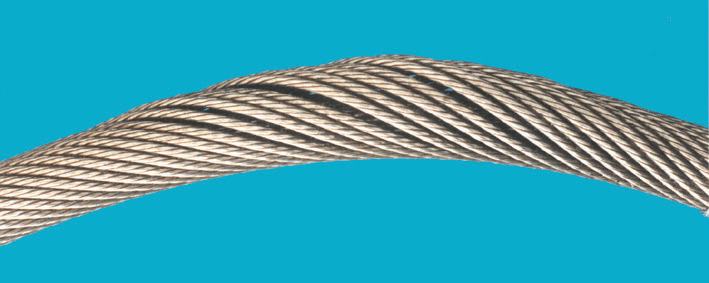
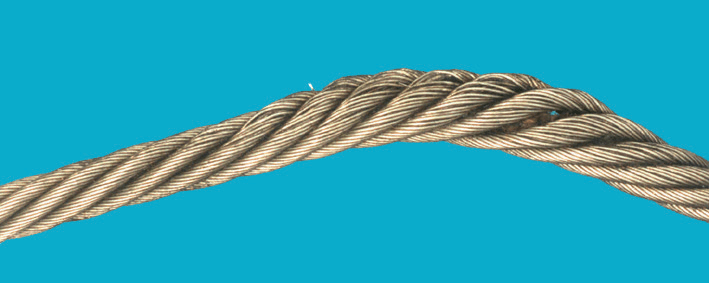
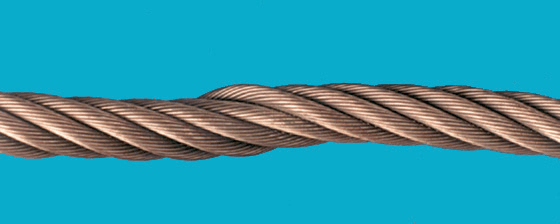
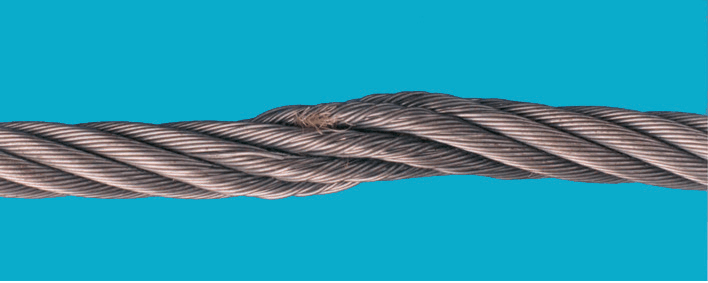
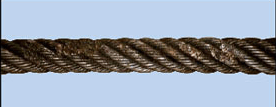
4.5 Deformasjon og skade
Synlig forvrengning av tauet fra normal form klassifiseres som deformasjon. Det resulterer vanligvis i en ujevn spenningsfordeling i tauet i området for deformasjonen, ofte lokalisert. Deformasjoner og skader kan vise seg på en rekke måter.
 Bølger
Bølger
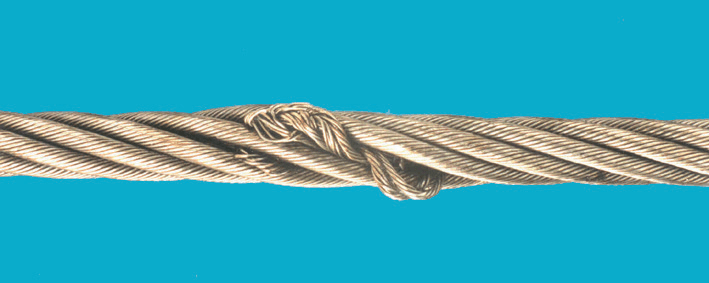
 Kurvdeformasjon
Kurvdeformasjon
Tau med kurv- eller lanternedeformasjon skal umiddelbart kasseres eller, forutsatt at den gjenværende taulengden er i brukbar tilstand, skal den berørte delen fjernes.
 Kjernefremspring — Ettlags tau
Kjernefremspring — Ettlags tau
 Utstikk av indre tau av rotasjonsbestandig tau
Utstikk av indre tau av rotasjonsbestandig tau
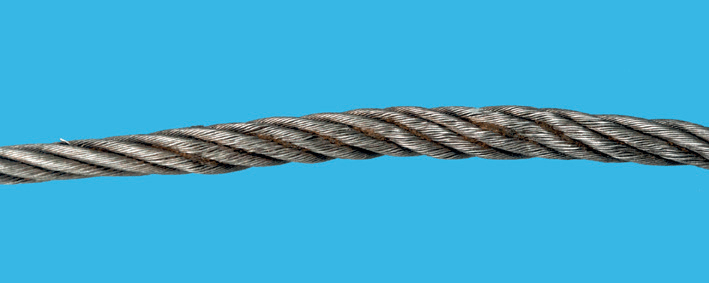
 Strandfremspring/ forvrengning
Strandfremspring/ forvrengning
 Trådfremspring
Trådfremspring
Tau med utstikkende vaiere, som vanligvis forekommer i grupper på motsatt side av tauet til det som er i kontakt med et skivespor, skal umiddelbart kasseres.
 Lokal økning i taudiameter på grunn av kjerneforvrengning
Lokal økning i taudiameter på grunn av kjerneforvrengning
Dersom taudiameteren øker med 5 % eller mer for et tau med stålkjerne eller 10 % eller mer for et tau med fiberkjerne under service, skal årsaken til dette undersøkes og vurderes å kassere tauet.
 Utflatet del(1)
Utflatet del(1)
Avflattede deler av tau som går gjennom en skive vil sannsynligvis forringes raskere og
viser brukne ledninger. I slike tilfeller, men avhengig av omfanget av utflatingen, kan det vurderes å kaste tauet.
Avflattede deler av tau i standard rigging kan lide av større grad av korrosjon enn andre ikke-påvirkede deler, mer når de ytre trådene åpner seg og tillater inntrengning av fuktighet. Hvis de beholdes i drift, skal de inspiseres oftere; ellers bør det vurderes å kaste tauet.
 Flatet del(2)
Flatet del(2)
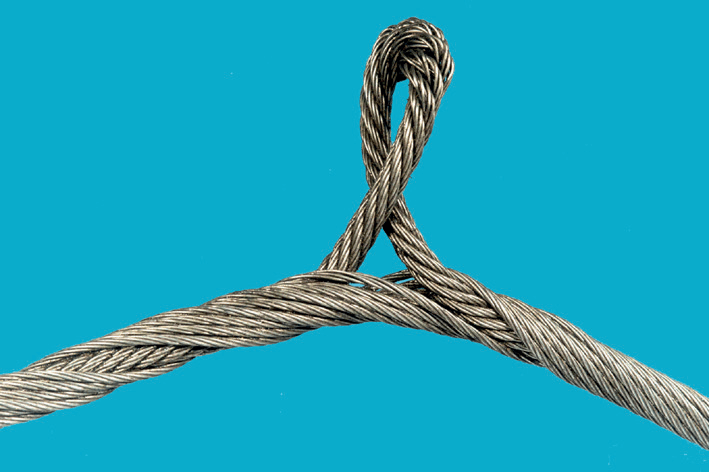
 Kink (positiv)
Kink (positiv)
Tau med knekk eller strammet løkke skal kastes umiddelbart.
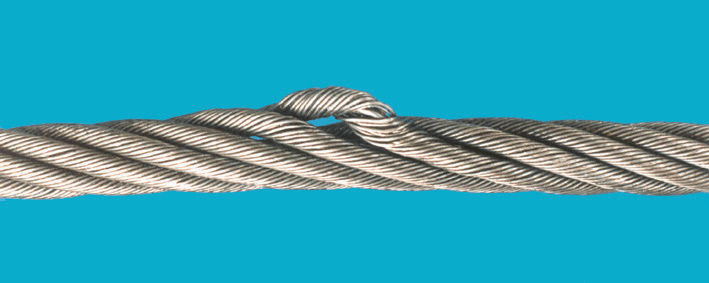
 Kink (negativ)
Kink (negativ)
 Kink
Kink
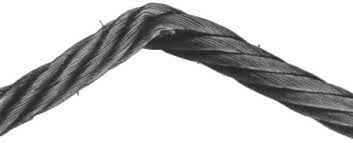
Bøy i tau
Deler av tau med en kraftig bøy som går gjennom en skive vil sannsynligvis raskt forringes og vise brukne ledninger. I slike tilfeller skal tauet umiddelbart kastes.
Dersom bøyningsgraden ikke anses å være alvorlig og tauet beholdes i drift, skal det
inspisert oftere; ellers bør det vurderes å kaste tauet.
 Skader på grunn av varme eller elektrisk lysbue
Skader på grunn av varme eller elektrisk lysbue
Tau som normalt ikke drives ved temperatur, men som har vært utsatt for eksepsjonelt høye termiske effekter, eksternt gjenkjennelig på de tilhørende varmefargene som produseres i ståltrådene og/eller et tydelig tap av fett fra tauet, skal umiddelbart kasseres.
Hvis to eller flere ledninger har blitt påvirket lokalt, på grunn av elektrisk lysbue, som f.eks.
feiljordede sveiseledninger, skal tauet kasseres. Dette kan skje på punktet der strømmen kommer inn i eller forlater tauet.
Vennligst for spesifikke skrapstandarder for forskjellige typer ståltau Last ned ISO 4309-2017.
Henvisning:Stell og vedlikehold av ståltau: 6 ting du må vite

Zora Zhao
Ekspert på traverskran/portalkran/jibbkran/krandelerløsninger
Med 10+ års erfaring i kranens oversjøiske eksportindustri, hjalp 10 000+ kunder med deres spørsmål og bekymringer før salg, hvis du har noen relaterte behov, kan du gjerne kontakte meg!