- শিল্প
-
ইকুইপমেন্ট
-
ওভারহেড ক্রেনস
-

একক গার্ডার Overhead Crane
-

ডাবল গার্ডার Overhead Crane
-

আন্ডারস্লাং সারস
-

ওয়ার্কস্টেশন ওভারহেড ক্রেন
-

নিম্ন হেডরুম ওভারহেড ক্রেন
-

বালতি ওভারহেড ক্রেন ধরুন
-

চুম্বক উত্তোলন সহ ইলেক্ট্রোম্যাগনেটিক ওভারহেড ক্রেন
-

ম্যাগনেট বিম সহ ইলেক্ট্রোম্যাগনেটিক ওভারহেড ক্রেন
-

ম্যানুয়াল ওভারহেড ক্রেন
-

ডাবল ট্রলি ওভারহেড ক্রেন
-

এলডিপি একক গার্ডার ওভারহেড ক্রেন
-
- Eot Cranes
- গ্যান্ট্রি ক্রেনস
- জিব ক্রেনস
- FEM স্ট্যান্ডার্ড ক্রেন এবং উত্তোলন
- উত্তোলন এবং উইঞ্চ ট্রলি
- হালকা সারস
- বিস্ফোরণ প্রমাণ ক্রেন এবং উত্তোলন
-
বিশেষ ক্রেন
-

35-65t ক্ল্যাম্প ওভারহেড ক্রেন
-

নৌকা উত্তোলন
-

বোট জিব ক্রেন
-

ইয়ট ডেভিট ক্রেন
-

রেল মাউন্ট করা কনটেইনার গ্যান্ট্রি ক্রেন
-

ক্লিনরুম ওভারহেড ক্রেন
-

YZ ল্যাডল হ্যান্ডলিং ক্রেন
-

LDY মেটালার্জিক্যাল একক গার্ডার ক্রেন
-

ইস্পাত উত্পাদন জন্য ক্রেন চার্জিং
-

উত্তাপ ওভারহেড ক্রেন
-

সাবওয়ে এবং মেট্রো নির্মাণের জন্য গ্যান্ট্রি ক্রেন
-

ফরজিং ক্রেন
-

ওভারহেড ক্রেন quenching
-

বেকিং মাল্টিফাংশনাল ক্রেন
-
- পোর্ট ক্রেনস
- বৈদ্যুতিক স্থানান্তর কার্ট
-
ওভারহেড ক্রেনস
- ক্রেন পার্টস \
- আমাদের সম্পর্কে
- যোগাযোগ করুন































































































60/50t স্টিল ইনগট ক্ল্যাম্প ক্রেনের কাঠামোগত নীতি এবং বৈশিষ্ট্য
ইস্পাত ইংগট ক্ল্যাম্প ক্রেন ইস্পাত ইংগট রোলিং লাইনে উত্তোলন সরঞ্জামগুলির একটি অপরিহার্য অংশ। এটি প্রধানত হিটিং ফার্নেসে ঠান্ডা ইস্পাত পিণ্ড লোড করার জন্য, উত্তপ্ত ইস্পাত ইংগট অপসারণ এবং ইস্পাত পিন্ড টার্নিং ডিভাইসে রাখার জন্য দায়ী। এছাড়াও, ক্ল্যাম্পটি স্টিল ইনগট স্ট্যাকিং, স্ল্যাগ স্ক্র্যাপিং এবং হোমোজেনাইজিং ফার্নেসের নীচে পরিষ্কারের জন্যও ব্যবহৃত হয়। 50 টি অক্জিলিয়ারী হুক গরম করার চুল্লি সরঞ্জাম রক্ষণাবেক্ষণ এবং অন্যান্য উত্পাদন আইটেম উত্তোলনের জন্য ব্যবহৃত হয়। 60/50 টি ইস্পাত ইঙ্গট ক্ল্যাম্প ক্রেন উৎপাদনের জন্য ব্যবহার করা হয়। এর বৃহৎ উত্তোলন ওজন, উন্নত প্রযুক্তি, উচ্চ নিরাপত্তা এবং নির্ভরযোগ্যতা সমগ্র ইস্পাত ইংগট রোলিং লাইনের উত্পাদন দক্ষতা উন্নত করতে পারে।
1 কাজের বৈশিষ্ট্য এবং প্রধান প্রযুক্তিগত পরামিতি
ইস্পাত ইংগট ক্ল্যাম্প ক্রেনটি স্টিল ইনগট রোলিং লাইনে একটি নির্দিষ্ট প্রক্রিয়া অনুসারে কাজ করে এবং এর কার্যপ্রবাহকে 4টি পর্যায়ে বিভক্ত করা যেতে পারে:
• গাড়ি থেকে ইস্পাত পিণ্ডটি স্টিলের পিণ্ডটিকে স্টিলের ইংগট স্টোরেজ এলাকায় নিয়ে যান, এবং পিণ্ড ঘোরানোর অপারেশন করতে নাকাল কর্মীদের সাথে সহযোগিতা করুন;
• স্টোরেজ এলাকায় পালিশ করা স্টিলের ইঙ্গটগুলিকে একজাতীয় চুল্লিতে তুলুন এবং চুল্লি স্থাপনের জন্য চুল্লির প্রাচীরের বিপরীতে রাখুন;
• প্রক্রিয়া অনুসারে উত্তপ্ত হওয়া ইস্পাতের ইঙ্গটগুলিকে একজাতীয় চুল্লি থেকে স্টিল ইনগট গ্রহণকারী ডিভাইসে উত্তোলন করা হয় বা সরাসরি রোলিং মিল রোলারে উত্তোলন করা হয়;
• হিটিং পিট, ক্যাপিং মেশিন এবং ফার্নেস কভারের মতো গ্রাউন্ড ইকুইপমেন্ট ওভারহোল এবং রক্ষণাবেক্ষণের জন্য 50 টি অক্জিলিয়ারী হুক ব্যবহার করুন।
প্রধান প্রযুক্তিগত পরামিতিগুলির 60/50 স্টিল ইনগট ক্ল্যাম্প ক্রেন টেবিল।
| প্রকল্প | প্রযুক্তিগত পরামিতি | |
| রেট লিফটিং ওজন/টি | প্রধান উত্তোলন প্রক্রিয়া | 60 |
| সেকেন্ডারি লিফটিং মেকানিজম | 50 | |
| ক্রেন স্প্যান/মি | 36 | |
| ক্রেন কাজের স্তর | ক 7 | |
| উত্তোলন উচ্চতা/মি |
প্রধান উত্তোলন প্রক্রিয়া | 10 |
| সেকেন্ডারি লিফটিং মেকানিজম | 24 | |
| উত্তোলনের গতি (মি/মিনিট) | প্রধান উত্তোলন প্রক্রিয়া | 1~10 |
| সেকেন্ডারি লিফটিং মেকানিজম | 0.53~5.3 | |
| চলমান গতি/(মি/মিনিট) | ট্রলি | 4~40 |
| উত্তোলন | 4~40 | |
| প্রতিটি উপাদানের কাজের স্তর | প্রধান উত্তোলন প্রক্রিয়া, ট্রলি | এম 7 |
| উত্তোলন চালান, ঘোরান, খুলুন এবং বন্ধ করুন | এম 6 | |
| সেকেন্ডারি লিফটিং মেকানিজম | এম 4 | |
ক্রেনের গঠন এবং কাঠামোগত বৈশিষ্ট্য
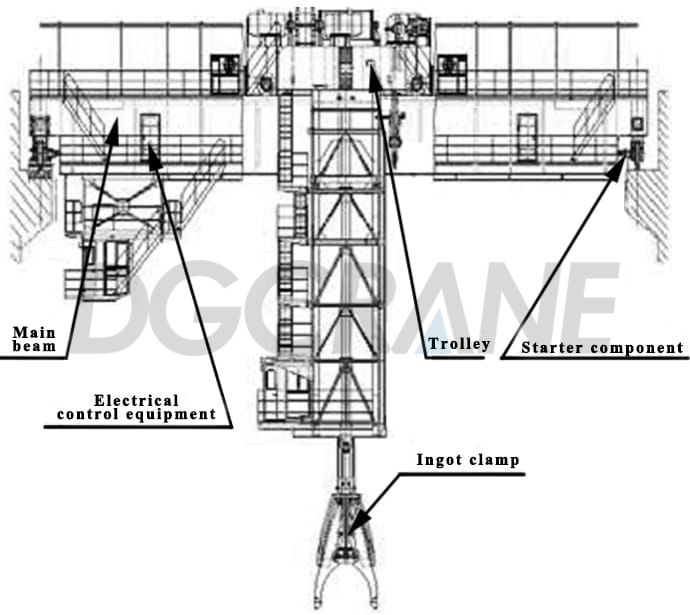
60/50 t স্টিলের ইনগট ক্ল্যাম্প ক্রেনটি প্রধান রোলিংয়ে ইনস্টল করা আছে, যা উচ্চ তাপমাত্রা এবং রোস্টিং এর কঠোর পরিবেশে নিরাপদে এবং নির্ভরযোগ্যভাবে কাজ করতে পারে। পুরো মেশিনটি একটি কার্ট অ্যাক্সেল, একটি কার্ট ফ্রেম, একটি স্টিলের ইনগট ক্ল্যাম্প দ্বারা গঠিত। , একটি কার্ট অপারেটিং মেকানিজম, এবং বৈদ্যুতিক নিয়ন্ত্রণ সরঞ্জাম, যা একটি ডাবল-বিম, ডাবল-রেল, একক-কার্ট লেআউট প্রকার।
ক্রেন বিম ফ্রেমের কাঠামোগত বৈশিষ্ট্য
সেতু ফ্রেম প্রধান বহন অংশ, এবং সেতু ফ্রেম প্রধান মরীচি এবং শেষ মরীচি গঠিত হয়. প্রধান মরীচি একটি প্রশস্ত ফ্ল্যাঞ্জ আংশিক রেল বক্স রশ্মি গ্রহণ করে, যার ভাল উল্লম্ব এবং অনুভূমিক দৃঢ়তা রয়েছে এবং প্রধান শক্তি উপাদান গ্রহণ করে Q345B. ঘনীভূত চাকার চাপের কারণে প্রধান রশ্মির ক্লান্তি ক্ষতি এড়াতে, ট্র্যাকের নীচে টি-আকৃতির ইস্পাত ব্যবহার করা হয়, যা প্রধান মরীচির জীবনকে ব্যাপকভাবে উন্নত করে। সমাবেশের নির্ভুলতা নিশ্চিত করার জন্য, শেষ রশ্মিটিও একটি বক্স বিম গঠন। প্রধান মরীচি এবং শেষ রশ্মির মধ্যে সংযোগটি উচ্চ-শক্তির বোল্ট দিয়ে তৈরি।
ট্রলির কাঠামোগত বৈশিষ্ট্য
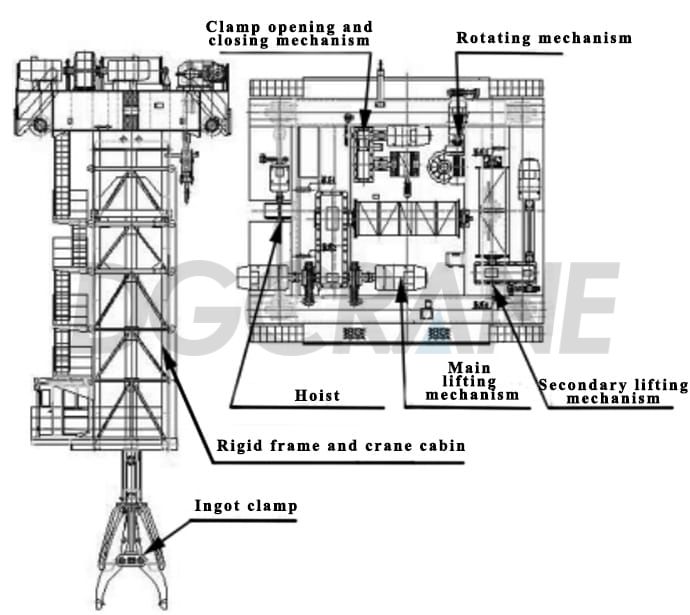
ট্রলি ফ্রেমটি সেকশন স্টিলের সাথে ঝালাই করা স্টিল প্লেট দিয়ে তৈরি। ট্রলি প্ল্যাটফর্মটি একটি প্রধান এবং সহায়ক উত্তোলন প্রক্রিয়া, একটি খোলা এবং বন্ধ করার প্রক্রিয়া, একটি ট্রলি অপারেটিং প্রক্রিয়া এবং একটি ঘূর্ণায়মান প্রক্রিয়া দ্বারা সজ্জিত। দৃঢ় ফ্রেমটি ট্রলি ফ্রেমের নীচে বোল্ট করা হয় এবং নীচের ক্যাবটি প্ল্যাটফর্মে ইনস্টল করা হয় ফ্রেমের নীচে।
উত্তোলন প্রক্রিয়া
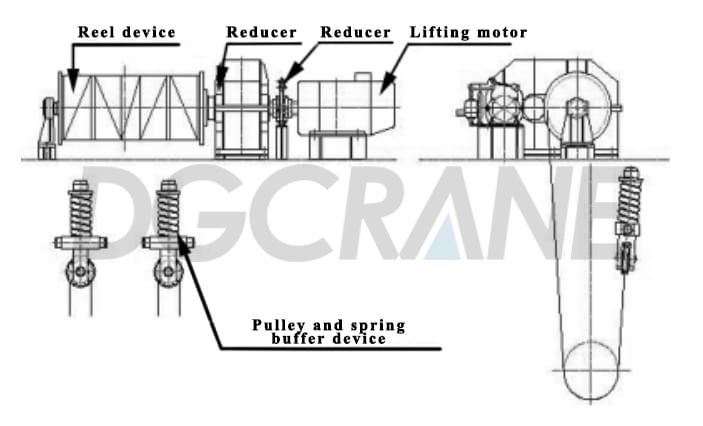
ট্রলি র্যাকের জায়গার পূর্ণ ব্যবহার করতে এবং প্রতিটি মেকানিজমের লেআউটকে কম্প্যাক্ট করতে, প্রধান এবং সহায়ক উত্তোলন প্রক্রিয়ার রিলগুলি উল্লম্বভাবে সাজানো হয়। প্রধান উত্তোলন প্রক্রিয়াটি ডুয়াল মোটর দ্বারা টেনে আনা হয় এবং রিলটি চালিত হয়। ব্রেক এবং রিডুসার দ্বারা ঘোরানোর জন্য, যাতে তারের দড়ি উঠে যায় বা পড়ে যায়, উপরের রশ্মি এবং বর্গাকার কলামটি ড্রাইভিং করে থ্রাস্ট বিয়ারিং এর মাঝখানে সমর্থিত স্টীল ইনগট ক্ল্যাম্পের সাথে একসাথে উঠতে বা পড়ে যায়। প্রধান উত্তোলন প্রক্রিয়া নিম্নলিখিত বৈশিষ্ট্য আছে:
1. ডুয়াল মোটর এবং সিঙ্গেল রিডুসারের ফর্ম অবলম্বন করুন। রিডুসারের ইনপুট একটি ডুয়াল মোটর এবং আউটপুট হল একক রিল আউটপুট। লেআউট টাইট এবং রক্ষণাবেক্ষণ সুবিধাজনক।
2. স্থির পুলির উপরে একটি বাফার ডিভাইস হিসাবে একটি স্প্রিং ব্যবহার করা হয়। যখন ক্রেন লাল ইস্পাতের পিণ্ডটিকে সমজাতীয় চুল্লিতে আটকে রাখে, তখন নীচের অংশে দ্রবীভূত স্ল্যাগের বন্ধনের কারণে একটি স্বল্পমেয়াদী ইনগট নিষ্কাশন প্রক্রিয়া হয়। চুল্লি এই লক্ষ্যে, স্প্রিং ডিভাইসটি কার্যকরভাবে এই সময়ে ট্রলিতে স্প্রেডারের প্রভাব কমাতে পারে।
3. ইংগট ক্ল্যাম্প উত্তোলনের জন্য ব্যবহৃত দুটি তারের দড়ি মূল উত্তোলন প্রক্রিয়ার রিলের উভয় প্রান্তে ডবল অংশে স্থির করা হয়। উত্তোলন তারের দড়ি ট্রলি ফ্রেমের বাফার স্প্রিং এবং চলন্ত গতির নীচে নির্দিষ্ট পুলি ব্লককে বাইপাস করে। উপরের রশ্মিতে পুলি ব্লক, যা রিলে স্থির করা হয়। খোলার এবং বন্ধ করার প্রক্রিয়ার জন্য ব্যবহৃত তারের দড়ির এক প্রান্তটি উত্তোলন রিলের মাঝখানে একক অংশে স্থির করা হয় এবং অন্য প্রান্তটি রিলের সাথে স্থির করা হয়। খোলার এবং বন্ধ করার প্রক্রিয়ার পরে এটি ক্ল্যাম্প খোলার এবং বন্ধ করার প্রক্রিয়ার চলন্ত কপিকল ব্লককে বাইপাস করে। এটি খোলার এবং বন্ধ করার প্রক্রিয়া এবং উত্তোলন প্রক্রিয়ার সিঙ্ক্রোনাইজেশন নিশ্চিত করতে পারে।
4. প্রধান উত্তোলন প্রক্রিয়ার উত্তোলনের উচ্চতা অবশ্যই সন্তুষ্ট হতে হবে: যখন ইনগট ক্ল্যাম্পের খোলার সময় সবচেয়ে বড় হয়, তখনও ক্ল্যাম্পটি চুল্লির নীচে সমতল থাকা ইংগটটিকে আটকাতে পারে।
ক্ল্যাম্প খোলার এবং বন্ধ করার প্রক্রিয়া
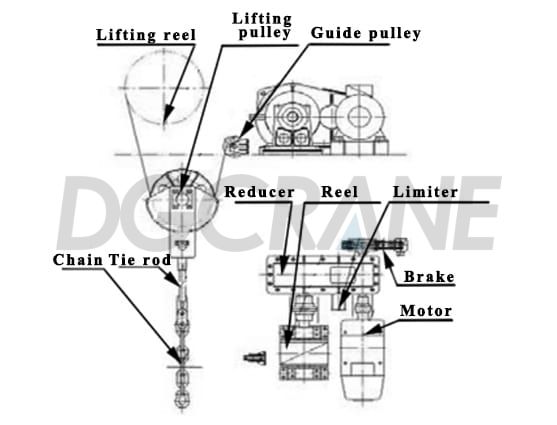
ক্ল্যাম্প ওপেনিং এবং ক্লোজিং মেকানিজমের কাজ হল: বিভিন্ন প্রস্থ এবং মাপের স্টিলের ইঙ্গটগুলির সাথে খাপ খাইয়ে নেওয়ার জন্য ক্ল্যাম্পের ক্ল্যাম্প পায়ের খোলা এবং বন্ধ করার কাজ চালান। ক্ল্যাম্পের খোলার এবং বন্ধ করার কাজটি লিফটিং পুলিকে চালিত করার ওপেনিং এবং ক্লোজিং মেকানিজমের ক্রিয়া দ্বারা অর্জন করা হয়। যখন ক্ল্যাম্প ক্ল্যাম্প ফ্রেমটি নড়াচড়া করে না, খোলার এবং বন্ধ করার প্রক্রিয়াটি মোটর, রিডুসার, রিল এবং তারের দড়ির মাধ্যমে উত্তোলন পুলি এবং টাই রডকে চালিত করে। টাই রড এবং চেইন তারপরে ক্ল্যাম্প রডের কব্জা যোগাযোগটিকে উত্তোলন এবং নীচের দিকে চালিত করে, যাতে ক্ল্যাম্প রডের রোলারটি ক্ল্যাম্প ফ্রেমের আট চিত্র-এ ছুটে যায়, ক্ল্যাম্প রডটিকে খুলতে বা বন্ধ করতে বাধ্য করে। খোলার এবং বন্ধ করার তারের দড়িটি খোলার এবং বন্ধ করার রিল এবং লিফটিং রীলের উভয় প্রান্তে গাইড পুলি এবং লিফটিং পুলির মাধ্যমে যথাক্রমে স্থির করা হয়, যাতে ক্ল্যাম্প উত্তোলনের দ্বারা খোলার এবং বন্ধ করার প্রক্রিয়া প্রভাবিত না হয় তা নিশ্চিত করার জন্য। ওপেনিং এবং ক্লোজিং তারের দড়ির উত্তোলন ক্ল্যাম্প দ্বারা খোলা হয়, এবং খোলার এবং বন্ধ করার তারের দড়িটি ক্ল্যাম্প দ্বারা বন্ধ করা হয়।
বাতা ঘূর্ণন প্রক্রিয়া
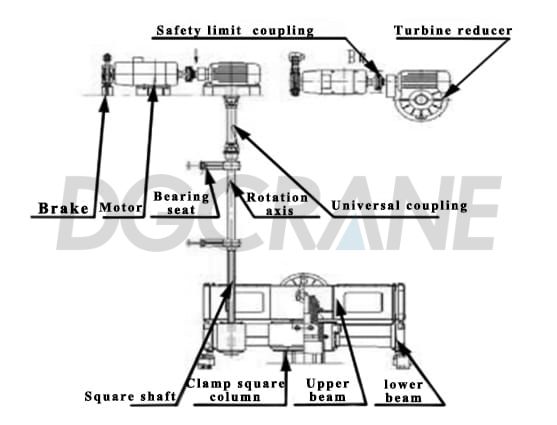
এটি ক্ল্যাম্পটিকে ঘোরানোর জন্য ড্রাইভ করতে ব্যবহার করা হয় যাতে ইনগটকে জায়গায় রাখা এবং স্ল্যাগ স্ক্র্যাপ করার উদ্দেশ্য অর্জন করা হয়। ঘূর্ণন প্রক্রিয়ার ড্রাইভিং অংশটি ট্রলির ফ্রেমে সাজানো থাকে এবং ড্রাইভিং অংশটি ফ্রেমের নীচে ফ্রেমের মধ্যে প্রসারিত হয়। .
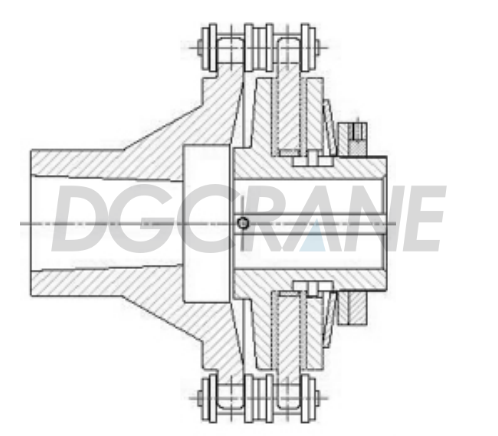
1. ড্রাইভিং অংশ. ঘূর্ণন প্রক্রিয়ার ড্রাইভিং অংশ ছোট র্যাক প্ল্যাটফর্মে ইনস্টল করা হয়। এটিতে একটি মোটর, একটি রিডুসার (ওয়ার্ম গিয়ার আকারে), একটি চেইন ঘর্ষণ সুরক্ষা কাপলিং এবং একটি ব্রেক রয়েছে। রিডুসারের আউটপুট শ্যাফ্ট কাপলিং, ইউনিভার্সাল শ্যাফ্ট এবং বর্গাকার শ্যাফ্টের মাধ্যমে নিম্ন মরীচি পিনিয়ন গিয়ারের ভিতরের গর্তের দিকে নিয়ে যায়। ক্ল্যাম্পের ঘূর্ণায়মান মেকানিজমের ড্রাইভিং অংশের বৈশিষ্ট্য রয়েছে: যখন দুটি ক্ল্যাম্প স্টিলের ইংগটটিকে ঘোরানোর জন্য উত্তোলন করে, বড় প্রতিরোধের কারণে, চেইন ঘর্ষণ সুরক্ষা কাপলিং ট্রান্সমিশন চেইনে সেট করা হয় যাতে কার্যকরভাবে ক্ষতির হাত থেকে রক্ষা করা যায়। ওভারলোডের কারণে, চিত্র 6 এ দেখানো হয়েছে; রিডুসার শ্যাফ্ট এবং লোয়ার স্কয়ার শ্যাফ্টের অবস্থান অনেক দূরে, এবং উভয়ের মধ্যে সার্বজনীন কাপলিং সংযোগ অপর্যাপ্ত ইনস্টলেশন নির্ভুলতার কারণে ঘূর্ণন প্রক্রিয়ার স্বাভাবিক সংক্রমণকে প্রভাবিত করা এড়াতে পারে।
2. ট্রান্সমিশন পাওয়ার। ঘূর্ণায়মান প্রক্রিয়ার ট্রান্সমিশন অংশটি তিনটি অংশ নিয়ে গঠিত: উপরের এবং নীচের বিম এবং ক্ল্যাম্প। উপরের মরীচিটি একটি ঢালাই কাঠামো, এবং এটিতে একটি চলমান কপিকল ব্লক ইনস্টল করা আছে। ট্র্যাপিজয়েডাল বাদাম এবং থ্রাস্ট বিয়ারিং সিট যা ক্ল্যাম্পের বর্গাকার কলাম স্টিগমাকে সমর্থন করে দুটি পুলি ব্লকের মধ্যে ইনস্টল করা আছে। এটি সম্পূর্ণ ক্ল্যাম্প (স্টিলের ইঙ্গট সহ), বর্গক্ষেত্র কলাম এবং নিম্ন মরীচি উত্তোলনের জন্য দায়ী। নিম্ন মরীচি একটি বিশেষ রিডুসার বডি, যা একটি দুই-পর্যায়ের রিডুসার গিয়ার পেয়ার দিয়ে সজ্জিত। ড্রাইভ মেকানিজম স্কয়ার শ্যাফ্টকে ঘোরানোর জন্য চালিত করে, বর্গাকার শ্যাফ্ট তারপরে নীচের বীমের ছোট এবং মাঝারি গিয়ারগুলিকে ঘোরানোর জন্য চালায়, এবং তারপরে মধ্যবর্তী গিয়ারগুলির মাধ্যমে ঘোরানোর জন্য বড় গিয়ারগুলিকে চালিত করে; বড় গিয়ারগুলি (বড় গিয়ারের ভিতরে একটি বর্গাকার গর্ত) ঘোরানো; এবং বর্গাকার কলাম ক্ল্যাম্পটিকে ঘোরাতে চালিত করে।
ফ্রেমের গাইড রেল বরাবর ফ্রেমে স্লাইড করার সময় উপরের এবং নীচের বীমগুলির ভাল গাইডিং পারফরম্যান্স রয়েছে তা নিশ্চিত করার জন্য, উপরের এবং নীচের বিমের উভয় প্রান্তে গাইড খাঁজ দেওয়া হয়। যখন মূল রশ্মি উঠে যায়, তখন উপরের রশ্মি এবং বর্গাকার কলাম একসাথে উঠে যায়। একটি নির্দিষ্ট উচ্চতায় ওঠার পরে, বর্গাকার কলামের উপরের ফ্ল্যাঞ্জটি নীচের রশ্মির নীচের সাথে যোগাযোগ করে এবং তারপরে উপরে উঠার সাথে সাথে নীচের রশ্মিটিকে সমর্থন করে।
ইনগট বাতা
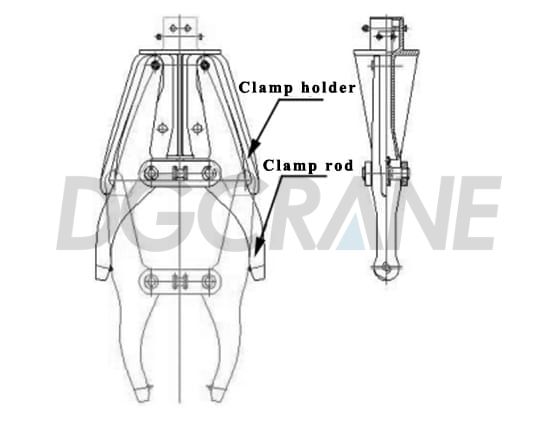
স্টিল ইংগট ক্ল্যাম্প হল একটি বিশেষ পিকিং ডিভাইস যা ঠান্ডা এবং গরম ইস্পাতের ইনগটগুলিকে আটকাতে ব্যবহৃত হয়। এটি তিনটি অংশ নিয়ে গঠিত: একটি ক্ল্যাম্প ফ্রেম, দুটি ক্ল্যাম্প রড এবং ক্ল্যাম্প ফ্রেমের সাথে সংযুক্ত একটি বর্গাকার কলাম। বিভিন্ন আকার এবং অবস্থানের কারণে ইস্পাতের ইনগটগুলি উত্তোলন করা হচ্ছে এবং গরম এবং ঠান্ডা তাপমাত্রা ব্যাপকভাবে পরিবর্তিত হয়, স্টিলের ইনগটগুলির অবস্থান ঘন ঘন পরিবর্তন করতে হবে। ক্ল্যাম্প সমস্ত রাজ্যে পর্যাপ্ত ক্ল্যাম্পিং বল বজায় রাখে তা নিশ্চিত করার জন্য, ক্ল্যাম্প ফ্রেমের আট-আকৃতির চুট গাইড রেল বক্ররেখাটি 10 মিটার বাম এবং ডান ব্যাসার্ধ সহ দুটি চাপ বক্ররেখার সমন্বয়ে গঠিত। ক্ল্যাম্প ডিভাইসটি নির্ভরযোগ্যভাবে কাজ করার জন্য, ক্ল্যাম্পিং সহগ K≥1 কে প্রায়শই 1.8~2.0 ডিজাইনে বিবেচনা করা হয় (K হল ক্ল্যাম্প টিপের অনুভূমিক ক্ল্যাম্পিং ফোর্সের সাথে উত্তোলন শক্তির অনুপাত)।
অনমনীয় ফ্রেম এবং ক্রেন কেবিন
অনমনীয় ফ্রেমের উপরের অংশটি উচ্চ-শক্তির বোল্ট দ্বারা ট্রলি র্যাকের সাথে সংযুক্ত থাকে এবং নীচের ক্যাবটি নীচের প্ল্যাটফর্মে ইনস্টল করা হয়। ফ্রেম ইস্পাত প্লেট এবং বিভাগ ইস্পাত থেকে ঝালাই করা হয়. দৃঢ় ফ্রেমটি পূর্ব এবং পশ্চিম দিকে গাইড রেলের সাথে সরবরাহ করা হয়েছে, যা উপরের এবং নীচের বীমের উত্থান এবং পতনকে গাইড করতে পারে এবং একই সাথে ঘূর্ণনের সময় বৃত্তাকার শক্তিকে প্রতিরোধ করতে পারে৷ ক্যাবটি নীচের অংশে ইনস্টল করা আছে অনমনীয় ফ্রেম। চালককে চালনার সময় স্টিলের পিণ্ডের ক্ল্যাম্পিং স্পষ্টভাবে পর্যবেক্ষণ করতে সক্ষম করার জন্য, ক্যাবটি ক্ল্যাম্পের সামনে এবং পিছনের কাছাকাছি সেট করা হয়। যেহেতু ড্রাইভাররা প্রায়শই গরম করার চুল্লির উপরে কাজ করে, তাপমাত্রা খুব বেশি এবং কাজের অবস্থা খারাপ, তাই ক্যাবের নীচে এবং ফ্রেমের নীচে বিশেষ তাপ নিরোধক প্যানেলগুলি স্থাপন করা হয়, প্ল্যাটফর্মে অবাধ্য ইটগুলি স্থাপন করা হয়, এবং চালকের ঘরে উচ্চ-তাপমাত্রা গরম এবং শীতলকারী এয়ার কন্ডিশনার স্থাপন করা হয়। ক্যাবের পর্যবেক্ষণ গ্লাস উচ্চ তাপমাত্রা প্রতিরোধী কাচ গ্রহণ করে যা ইনফ্রারেড বিকিরণ থেকে রক্ষা করে।
ক্রেন ট্রলি অপারেটিং প্রক্রিয়া
ক্রেন ট্রলির অপারেটিং মেকানিজম হল একটি চার কোণার ড্রাইভ, এবং ড্রাইভের প্রতিটি গ্রুপে একটি মোটর, একটি রিডুসার, একটি ব্রেক, একটি ইউনিভার্সাল শ্যাফ্ট ইত্যাদি থাকে৷ একটি অনুভূমিক চাকা সেট করা হয় অ-এর শেষ বিমের উপর। স্লাইডিং কন্টাক্ট লাইন, যা উচ্চ গতিতে চলার সময় ক্রেনের ভাল স্টিয়ারিং পারফরম্যান্স তৈরি করতে পারে৷ কার্টের অপারেটিং প্রক্রিয়া ফ্রিকোয়েন্সি রূপান্তর এবং গতি নিয়ন্ত্রণ গ্রহণ করে, যা 4 ~ 40 মি/মিনিট গতির সমন্বয় পেতে পারে, স্থিতিশীল শুরু এবং ব্রেকিং , এবং সঠিক অবস্থান।
বৈদ্যুতিক নিয়ন্ত্রণ সরঞ্জামের বৈশিষ্ট্য
60/50 টি ইস্পাত ইনগট ক্ল্যাম্প ক্রেনের বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থাটি মূলত প্রধান এবং সহায়ক উত্তোলন প্রক্রিয়া, বড় এবং ছোট ট্রলির অপারেটিং প্রক্রিয়া, ঘূর্ণায়মান প্রক্রিয়া এবং খোলার এবং বন্ধ করার প্রক্রিয়ার নিয়ন্ত্রণ ব্যবস্থা নিয়ে গঠিত। এছাড়াও, পাওয়ার ডিস্ট্রিবিউশন, আলো, ওভারলোড লিমিটার এবং সমন্বিত মনিটরিং সিস্টেমের মতো সহায়ক সিস্টেম রয়েছে। ক্রেনের বৈদ্যুতিন নিয়ন্ত্রণ ব্যবস্থার প্রধান বৈশিষ্ট্যগুলি নিম্নরূপ:
1. প্রধান উত্তোলন প্রক্রিয়ার নিয়ন্ত্রণ। প্রধান উত্তোলন প্রক্রিয়া 1:10 এর গতি-নিয়ন্ত্রক অনুপাত সহ একটি এসি স্টেটর ভোল্টেজ নিয়ন্ত্রক এবং গতি নিয়ন্ত্রক ব্যবস্থা গ্রহণ করে; প্রধান উত্তোলন প্রক্রিয়া দুটি মোটর দ্বারা চালিত এবং গতি নিয়ন্ত্রণকারী ডিভাইসগুলির একটি সেট দ্বারা নিয়ন্ত্রিত হয়। যখন একটি মোটর ব্যর্থ হয়, অন্য মোটর জরুরী প্রতিক্রিয়া সমাধানের জন্য একটি কার্যচক্র সম্পূর্ণ করতে ব্যবহার করা যেতে পারে। রিলের লেজের সংক্ষিপ্ত অক্ষে একটি ঘূর্ণমান সুইচ ইনস্টল করা হয়, যা রিলের সাথে সুসংগতভাবে ঘোরে এবং উত্তোলন প্রক্রিয়ার ক্রমবর্ধমান এবং পতনের সীমাগুলি রিলের বিপ্লবের সংখ্যার পরামিতিগুলি সংগ্রহ করে নিয়ন্ত্রিত হয়। একটি হাতুড়ি ট্রলিতে লিমিট সুইচ দেওয়া আছে। যখন ইনগট ক্ল্যাম্প উপরের সীমাতে উঠে যায়, তখন হাতুড়িকে সমর্থনকারী দড়িটি টান হারায়, সীমা সুইচটি পুনরায় সেট করা হয়, পাওয়ার সাপ্লাই বন্ধ হয়ে যায় এবং প্রক্রিয়াটি বন্ধ হয়ে যায়। মোটরটির শ্যাফ্ট প্রান্তটি সনাক্ত করতে একটি ওভারস্পিড সুইচ দিয়ে সজ্জিত থাকে। মোটরের অপারেটিং গতি এবং মোটরের ওভারস্পিড সুরক্ষা উপলব্ধি করে।
2. ট্রলি অপারেশন এবং ট্রলি অপারেশন প্রক্রিয়া নিয়ন্ত্রণ। বড় এবং ছোট ট্রলির অপারেশন প্রক্রিয়াটি একটি ফ্রিকোয়েন্সি রূপান্তর গতি নিয়ন্ত্রণ ব্যবস্থা গ্রহণ করে, যা একটি ফ্রিকোয়েন্সি রূপান্তর মোটর দ্বারা চালিত হয় এবং গতি নিয়ন্ত্রণ অনুপাত 1:10; ট্রলির অপারেশন মেকানিজম ফ্রিকোয়েন্সি কনভার্টারগুলির একটি সেট দ্বারা নিয়ন্ত্রিত হয় এবং একটি মোটর চালিত হয়; বড় গাড়ির অপারেশন মেকানিজম চারটি বৈদ্যুতিক মোটর দ্বারা চালিত হয়, এবং দুটি ফ্রিকোয়েন্সি রূপান্তরকারী একই বিমে মোটর নিয়ন্ত্রণ করতে ব্যবহৃত হয়। মোটরগুলির একটি সেট ব্যর্থ হলে, এটি মোটরগুলির আরেকটি সেট দ্বারা টেনে আনা হয়৷ ক্রেন এবং ট্রলিগুলির জন্য, প্রতিটি অপারেটিং দিক দিয়ে অপারেটিং স্ট্রোক সীমা সুইচগুলি ইনস্টল করা হয় এবং যখন নকশা দ্বারা নির্দিষ্ট সীমা অবস্থানে পৌঁছে যায়, তখন এটি একটি সুরক্ষা দ্বারা স্পর্শ করা হয়৷ একই দিকে শাসক সামনের দিকে বিদ্যুৎ সরবরাহ বন্ধ করতে।
3. প্রাতিষ্ঠানিক যোগাযোগ ব্যবস্থা। অক্জিলিয়ারী উত্তোলন প্রক্রিয়া, ঘূর্ণন প্রক্রিয়া, এবং খোলার এবং বন্ধ করার প্রক্রিয়া একটি সিরিজ প্রতিরোধের গতি নিয়ন্ত্রণ ব্যবস্থা গ্রহণ করে; সিস্টেমটি ক্রেন কেবিন এবং স্থলের মধ্যে একটি বেতার ইন্টারকম সিস্টেম, একটি বোর্ডিং যোগাযোগ ডিভাইস এবং একটি ড্রাইভার-টু-গ্রাউন্ড সম্প্রচার সিস্টেম অন্তর্ভুক্ত করে।
4. ইন্টিগ্রেটেড মনিটরিং সিস্টেম। ইন্টিগ্রেটেড মনিটরিং সিস্টেম স্বয়ংক্রিয় ত্রুটি পর্যবেক্ষণ এবং সুরক্ষা গ্রহণ করে। ব্যাপক নিয়ন্ত্রণ একটি প্রোগ্রামযোগ্য নিয়ামক গ্রহণ করে; ক্রেনটি একটি অ্যালার্ম লাইট বক্স দিয়ে সজ্জিত, যা ওভারভোল্টেজ, আন্ডারভোল্টেজ, ওভারকারেন্ট, মোটর ওভারকারেন্ট এবং অতিরিক্ত গরম করার মতো ত্রুটিগুলি প্রদর্শন করতে পারে।
5. অন্যান্য সহায়ক সিস্টেম।অন্যান্য সহায়ক সিস্টেমগুলির মধ্যে রয়েছে একটি আন্ডার-ব্রিজ লাইটিং সিস্টেম, একটি স্বয়ংক্রিয় লুব্রিকেশন সিস্টেম, একটি রক্ষণাবেক্ষণ সকেট, একটি এয়ার কন্ডিশনার নিয়ন্ত্রণ ব্যবস্থা এবং একটি রিয়েল-টাইম মনিটরিং সিস্টেম। রিয়েল-টাইম মনিটরিং সিস্টেম দুটি সেট নিয়ে গঠিত। উচ্চ-তাপমাত্রার ক্যামেরা, শিল্প মনিটরের একটি সেট, একটি তথ্য প্রক্রিয়াকরণ ব্যবস্থা এবং একটি বৈদ্যুতিক নিয়ন্ত্রণ ব্যবস্থা। শিল্প মনিটরটি প্রধান বিমের নীচের প্রান্তে ড্রাইভারের ঘরে ইনস্টল করা হয়। অপারেটর ক্ল্যাম্প এবং ক্রেনের স্থিতি নির্ধারণ করতে মনিটরে চিত্রটি ব্যবহার করতে পারে, যাতে সঠিক ক্রিয়াকলাপ সম্পাদন করা যায়।
3. উপসংহার
স্ট্রাকচারাল লেআউটে 60/50 টি ইস্পাত ইঙ্গট ক্ল্যাম্প ক্রেন উদ্ভাবিত হয়েছে। বৈদ্যুতিন নিয়ন্ত্রণ ব্যবস্থা ক্রেনের পরিপক্ক এবং উন্নত নিয়ন্ত্রণ মোড গ্রহণ করে। নিরাপত্তা সুরক্ষার পরিপ্রেক্ষিতে, উচ্চ তাপমাত্রা এবং কঠোর কাজের অবস্থার প্রয়োজনীয়তাগুলিকে আরও বিবেচনা করা হয়। ইস্পাত ইংগট রোলিং লাইন উত্পাদন লাইনে এর প্রয়োগ শুধুমাত্র অপারেটিং পরিবেশের উন্নতি করে না, অপারেটরদের শ্রমের তীব্রতা হ্রাস করে এবং ইস্পাত ইংগট রোলিংয়ের নির্ভরযোগ্যতা এবং নিরাপত্তা নিশ্চিত করে। এটি অতিরিক্ত-পুরু প্লেট রোলিং লাইনের উত্পাদন দক্ষতাকেও ব্যাপকভাবে উন্নত করে, যা অতিরিক্ত-পুরু প্লেটগুলির নিরাপদ এবং দক্ষ উত্পাদনের জন্য একটি গ্যারান্টি প্রদান করে।
DGCRANE 15 বছরের জন্য রপ্তানির উপর দৃষ্টি নিবদ্ধ করে, আপনার যদি 60/50 t স্টিল ইনগট ক্ল্যাম্প ক্রেন প্রয়োজন হয়, আমরা আপনাকে সেরা মানের পণ্য এবং পরিষেবা সরবরাহ করতে পারি।

জোরা ঝাও
ওভারহেড ক্রেন/গ্যান্ট্রি ক্রেন/জিব ক্রেন/ক্রেন যন্ত্রাংশ সমাধানে বিশেষজ্ঞ
ক্রেন বিদেশী রপ্তানি শিল্পে 10+ বছরের অভিজ্ঞতার সাথে, 10,000+ গ্রাহকদের তাদের প্রাক-বিক্রয় প্রশ্ন এবং উদ্বেগের সাথে সাহায্য করেছে, যদি আপনার কোন সম্পর্কিত প্রয়োজন থাকে, অনুগ্রহ করে নির্দ্বিধায় আমার সাথে যোগাযোগ করুন!